 United States (USD $)
United States (USD $)
 Российская (RUB ₽)
Российская (RUB ₽)
 Global (USD $)
Global (USD $)
KP3S Pro V2 i KLP1 to czyste modele Klippera, które są regularnie aktualizowane jak telefon z Androidem i otrzymują nowe funkcje w ramach projektu Klipper. Kolejne narzędzie do aktualizacji, zwiększające ich moc.
Proces kalibracji w OrcaSlicer wydaje się teraz ostatnią zagadką dla tych dwóch modeli, pomaga dostroić drukarki o krok dalej i znaleźć najlepsze ustawienia dla używanych materiałów.
Jeśli Twoje projekty lub prace mają określone wymagania dotyczące jednego materiału, takiego jak PLA, PETG lub ABS, i kupujesz je w dużych ilościach od jednego dostawcy, ten proces jest dla Ciebie idealny.
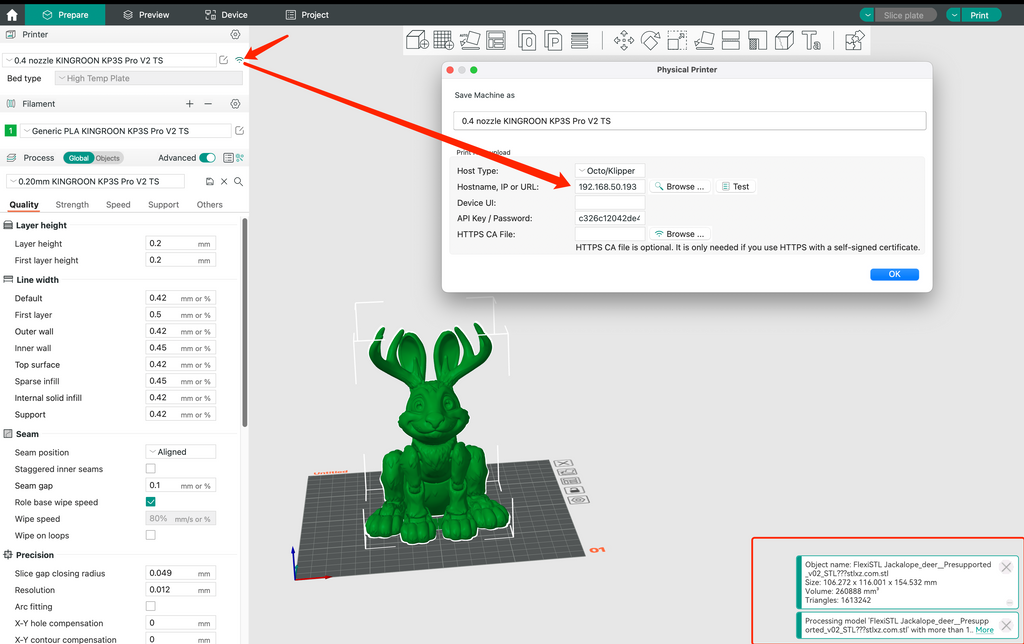
Przed rozpoczęciem, jeśli nie podłączyłeś krajalnicy do drukarki, kliknij ikonę WIFI, wpisz adres IP drukarki, a następnie kliknij „test”. Jeśli się powiedzie, kliknij „OK”, aby go zapisać. Możesz teraz pokroić na komputerze i wydrukować bezpośrednio. Zapewnia nawet pełny pulpit nawigacyjny Klippera w polu „Urządzenie”.
Część 1, Kalibracje
W OrcaSlicer istnieje kilka procesów kalibracji, należy je wykonać na zamówienie za każdym razem przed zmianą materiału lub sprzedawcy materiału.
„Temperatura” pomaga znaleźć najlepszą temperaturę drukowania dla bieżącego materiału.
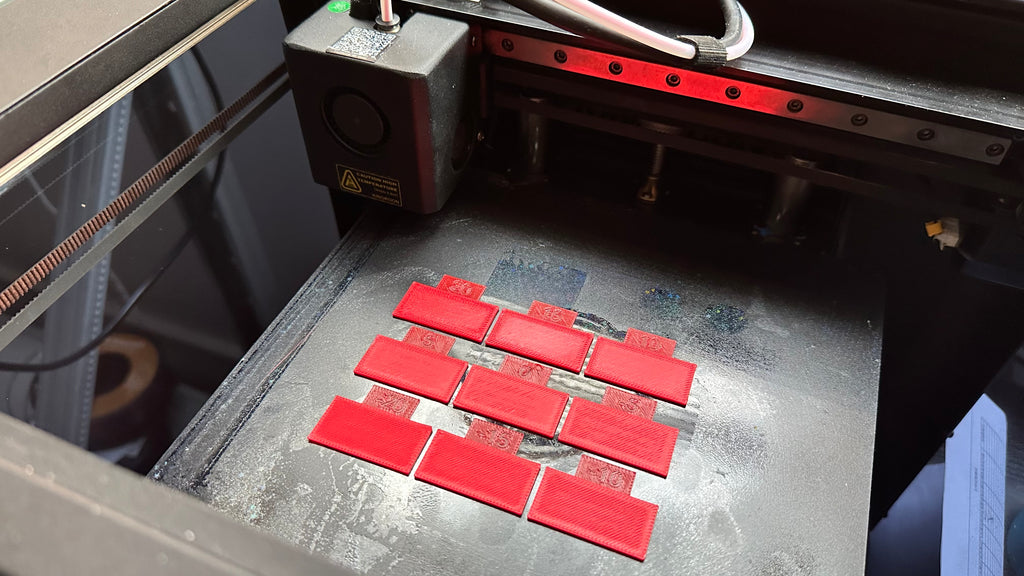
„Flow Rate” pomaga znaleźć najlepsze natężenie przepływu poprzez drukowanie dwóch grup kart, pomaga uzyskać gładką powierzchnię wydruków.
„Zaawansowanie ciśnienia” pomaga uzyskać idealne wartości wzrostu ciśnienia poprzez rysowanie kątów prostych.
„Test retrakcji” pomaga, jak sama nazwa wskazuje, w zmniejszeniu naciągu.
„Test tolerancji Orca” służy do sprawdzenia współczynnika kurczenia się włókna, dzięki czemu wydruki są dokładniejsze i redukują problemy. Do tego testu lepiej przygotuj suwmiarkę do dokładnego pomiaru.
Po wykonaniu wszystkich czynności możesz przystąpić do drukowania.
Cały proces trwa około półtorej godziny.
Część 2, Test temperatury
Kliknij na przycisk edycji w polu „filament”, dodaj żarnik, a następnie sprawdź poniższe ustawienia. Współczynnik przepływu powinien wynosić 1, wzrost ciśnienia powinien być wyłączony, a skurcz powinien wynosić 100%. Jeśli zaimportowałeś nasze ustawienie wstępne, możesz wykonać tę samą regulację.
Następnie przejdź do pola „Colling”. Dla prędkości wentylatora PLA ustawiliśmy minimalną prędkość wentylatora na 80% i maksymalną na 100%, otrzymaliśmy ją z PrusaSlicer. Po zakończeniu jesteś gotowy do testu.
Kliknij, Kalibracja, wybierz temperaturę, wybierz materiał, który chcesz przetestować. Zachowaj ustawienie domyślne i pokrój bezpośrednio. Kliknij Drukuj, a następnie kliknij Prześlij i drukuj, drukarka automatycznie uruchomi test.
Po około 45 minutach test się kończy. Sprawdź dokładnie wieże, znajdź tę o najlepszej jakości. Dodaj 5 ℃ do wyniku jako temperaturę maksymalną, a następnie sam wynik jako temperaturę minimalną.
Na przykład otrzymaliśmy w rezultacie 195 ℃, wówczas maksymalna temperatura wynosi 200 ℃, minimalna temperatura wynosi 195 ℃, ustaw je jako temperaturę dyszy. Pierwsza warstwa 200℃, pozostałe warstwy 195℃.
Następnie temperatura jest zakończona.
Część 3, Test natężenia przepływu
W tym teście musisz wydrukować dwie grupy obiektów, aby znaleźć najlepsze natężenie przepływu. Ponieważ określenie tego może być trochę trudne, należy uważnie wybierać wyniki.
Wybierz „Przepływ”, a następnie wybierz „Przejście 1”. Twoje obecne natężenie przepływu powinno teraz wynosić 1. „Pass 1” ma numery od 20 do -10 na każdym obiekcie. Wydrukuj je, a następnie wybierz najlepszy jako standard, aby dostosować bieżące ustawienie.
Ponieważ Pass 2 powoduje jedynie redukcję, powinieneś dodać 5 do uzyskanych wyników. Następnie dodaj go do współczynnika przepływu.
Na przykład najlepszy wynik to 5, wtedy Twój wynik powinien wynosić 1+0,05, czyli 1,05.
Następnie wydrukuj przepustkę 2, wybierz najlepszą i uzyskaj efekt końcowy.
Jako wynik przyjmijmy -5, a ostateczny współczynnik przepływu wyniesie 1,05 (100% -5%) = 0,99.
Część 4, Test wyprzedzenia ciśnienia
Przejdź do ustawień żarnika, następnie włącz ustawienie „Pressure Advance” i zachowaj ustawienia domyślne.
Wybierz „Pressure Advance”, a następnie wybierz „DDE” jako typ wytłaczarki, dotyczy to KINGROON KP3S Pro V2, KLP1 i większości innych modeli KINGROON. Następnie zmień „Koniec EA” na 0,05.
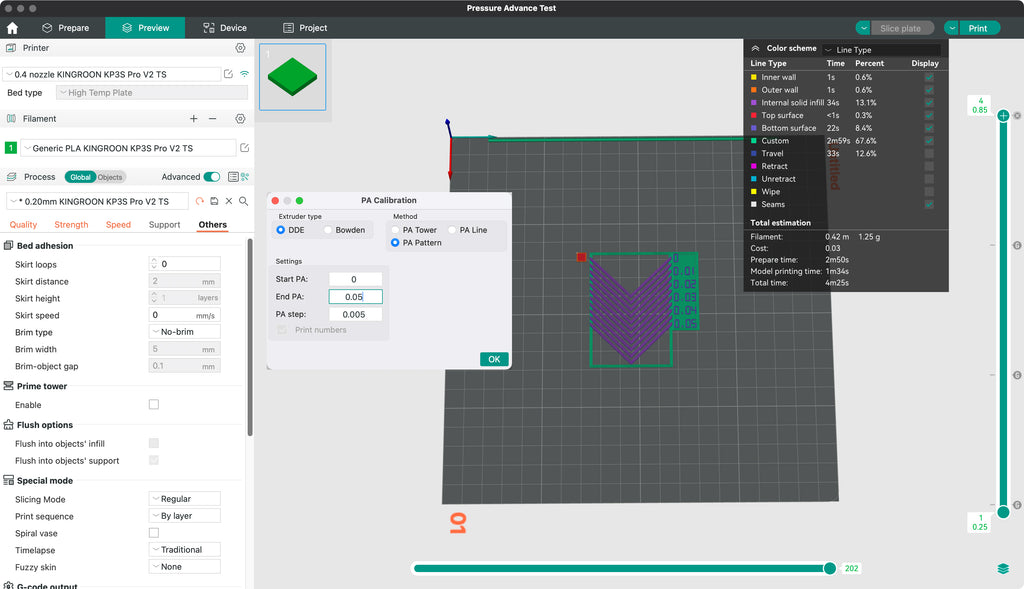
Jest to krótki wydruk, który zajmuje około 5 minut. Jeśli Twoja drukarka posiada wytłaczarkę z rurką Bowdena, pamiętaj o przełączeniu się na nią.
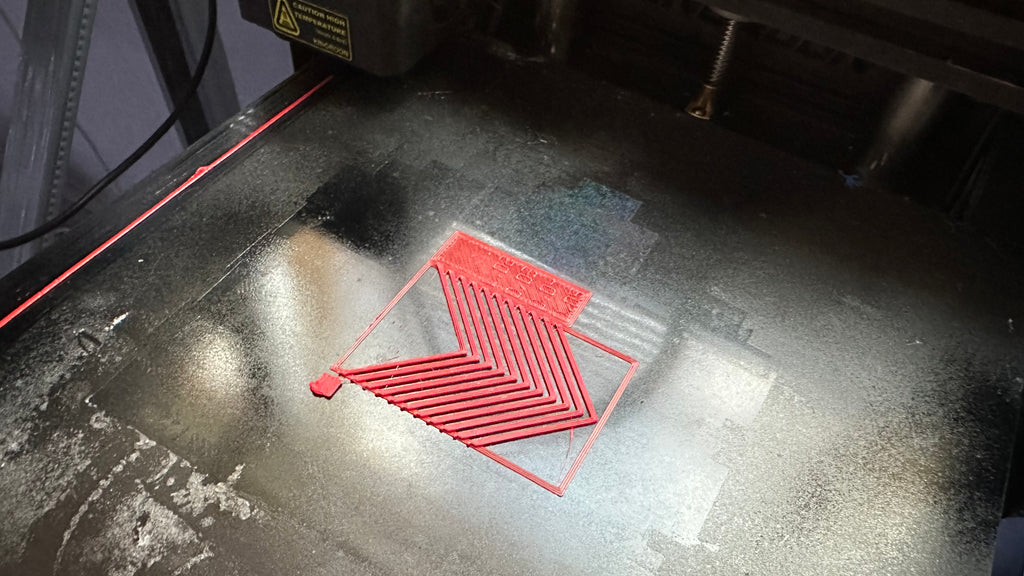
Następnie dokładnie przyjrzyj się wynikom wydruku, znajdź najlepszy kąt prosty. Powinien mieć idealne wytłoczenie pod kątem. Następnie zmodyfikuj „Zaawansowanie ciśnienia” wartością, którą właśnie otrzymałeś.
Część 5, Test wycofania
Wybierz „Test retrakcji”, zachowaj ustawienia domyślne, jeśli używasz KP3S Pro V2, KLP1, innych modeli KINGROON lub dowolnej drukarki z ekstruderem z napędem bezpośrednim. 2 mm już wystarczy. Następnie pokrój i wydrukuj.
Pomaga to nie tylko zmniejszyć lub uniknąć powstawania nitek, ale co ważniejsze, pozwala uniknąć problemów z zatkanymi dyszami, szczególnie w przypadku wszystkich metalowych hotendów.
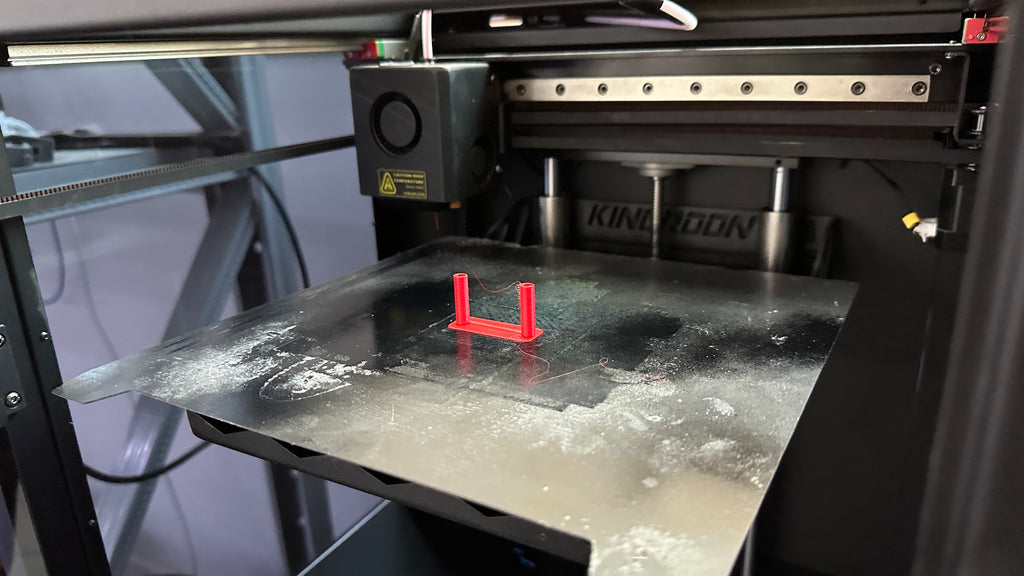
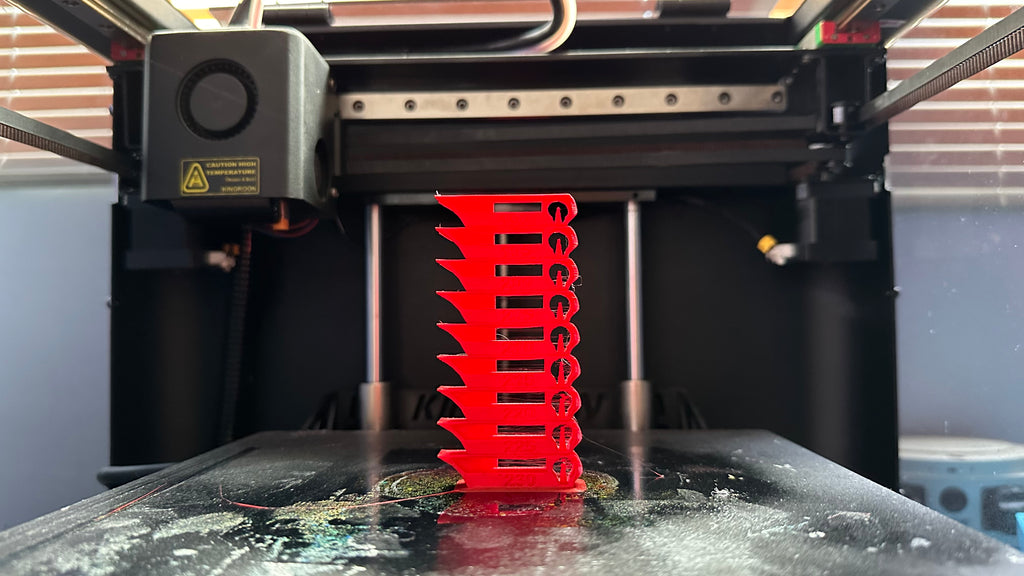
Otrzymujesz więc wieżę retrakcyjną o wysokości 21 mm, która wyraźnie pokazuje warunki naciągu. Przyjrzyj się uważnie wieży, wybierz najlepsze ustawienia wycofania. Jak widzimy, KLP1 nie naciąga się aż do szczytu, dlatego jako odległość wycofania wybieramy 0,3 mm.
Kliknij przycisk edycji, wybierz pole „Wytłaczarka” i zmień długość na nową.
Część 6, Test tolerancji na orki
Wybierz „Test tolerancji orki”, a następnie spójrz na odległość X i Y i zapamiętaj je. Wynosi 57,94 mm na Y i 14,40 mm na X. Pokrój i wydrukuj plik.
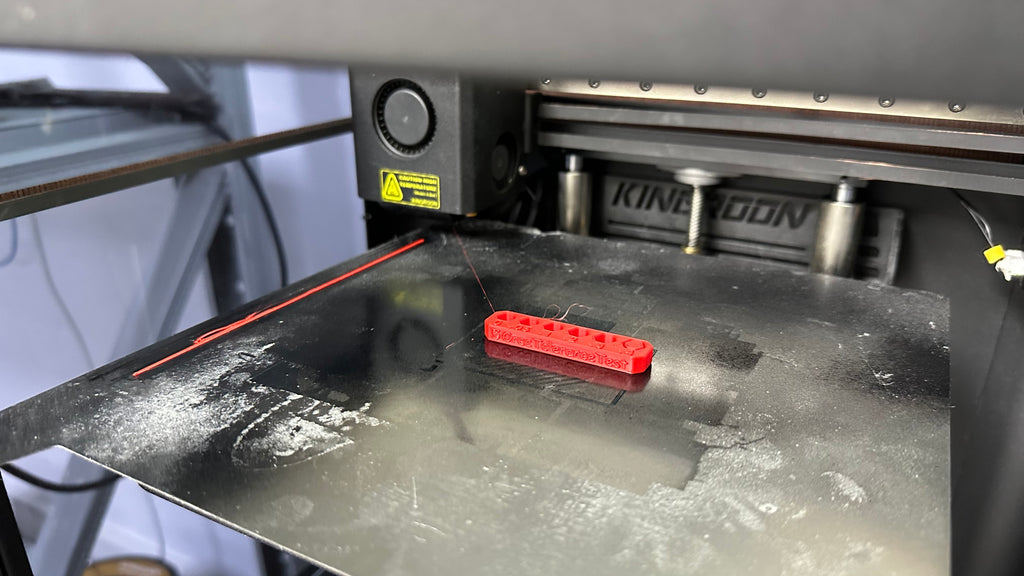
Po zakończeniu wydruku użyj suwmiarki, aby zmierzyć jego szerokość i długość, a następnie użyj ich do obliczenia skurczu.
Na przykład otrzymujemy 14,34 mm szerokości i 57,67 mm długości, a następnie jako wynik końcowy przyjmujemy średni skurcz wynoszący 99%. Zastąp go domyślnym skurczem i kliknij Zapisz, wszystko gotowe.
Tworzymy tutoriale i filmy dla KP3S Pro V2 i KLP1 od chwili ich premiery, można je znaleźć zarówno na naszym kanale YouTube, jak i na oficjalnej stronie internetowej. Obrazy systemowe były również wspierane poprzez regularne aktualizacje z aktualizacjami Klippera, nowymi funkcjami i poprawkami błędów.
Jeśli chodzi o Slicery, przeszliśmy także od domyślnego profilu Cura Slicer i zaczęliśmy udostępniać profile PrusaSlicer i OrcaSlicer. Teraz proces testowy kalibracji OrcaSlicer stanowi ostatnią zagadkę i poprawia jakość druku o krok dalej.
Wkrótce udostępnimy więcej ustawień wstępnych i obsłużymy więcej modeli.














Hi,
So sorry to read that you mention only “ gets regular update like an android phone” and not iPhone’s.
Security oblige me to work only with IOS/Apple.
Best
Do you have Orca profile for KP3S 3.0?