Das KP3S Pro V2 und das KLP1 sind reine Klipper-Modelle, die wie ein Android-Telefon regelmäßig aktualisiert werden und neue Funktionen aus dem Klipper-Projekt erhalten. Ein weiteres Aktualisierungstool, das sie leistungsfähiger macht.
Der Kalibrierungsprozess in OrcaSlicer scheint nun das letzte Rätsel für diese beiden Modelle zu sein. Er hilft dabei, Ihre Drucker noch einen Schritt weiter zu optimieren und die besten Einstellungen für die von Ihnen verwendeten Materialien herauszufinden.
Wenn Ihre Projekte oder Arbeiten bestimmte Anforderungen an ein Material wie PLA, PETG oder ABS stellen und Sie diese in großen Mengen von einem Anbieter kaufen, ist dieser Prozess perfekt für Sie.
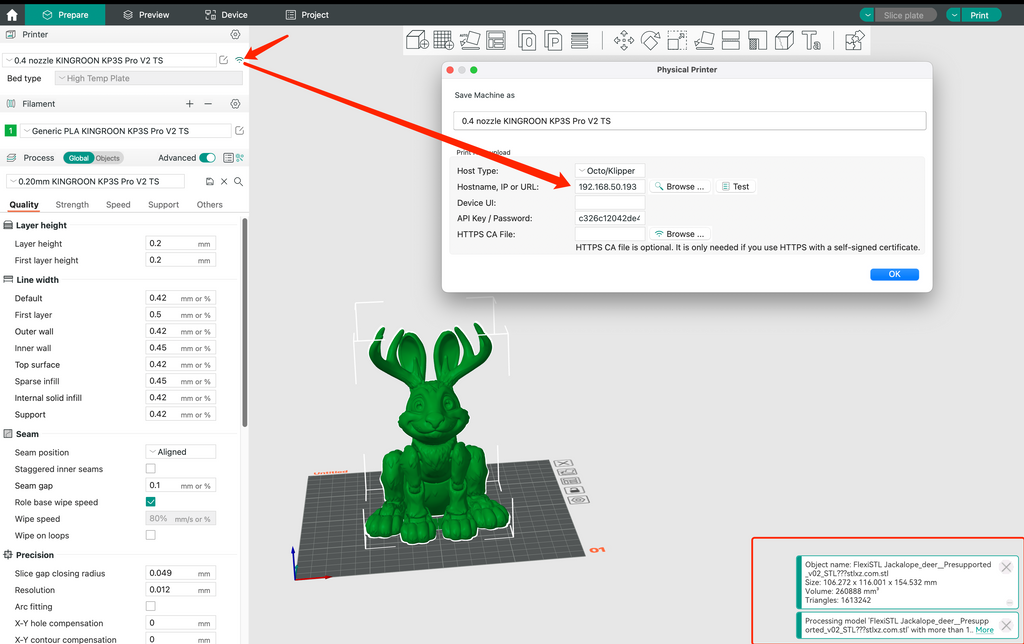
Wenn Sie den Slicer nicht mit dem Drucker verbunden haben, klicken Sie vor dem Start bitte auf das WLAN-Symbol, geben Sie die IP-Adresse des Druckers ein und klicken Sie dann auf „Testen“. Wenn dies erfolgreich ist, klicken Sie auf „OK“, um es zu speichern. Sie können jetzt auf Ihrem PC schneiden und direkt ausdrucken. Im Feld „Gerät“ erhalten Sie sogar ein vollständiges Klipper-Dashboard.
Teil 1, Kalibrierungen
Es gibt einige Kalibrierungsprozesse in OrcaSlicer. Sie sollten diese jedes Mal auf Bestellung durchführen, bevor Sie das Material oder den Materialverkäufer wechseln.
„Temperatur“ hilft Ihnen dabei, die beste Drucktemperatur für Ihr aktuelles Material herauszufinden.
„Durchflussrate“ hilft Ihnen, die beste Durchflussrate beim Drucken von zwei Kartengruppen zu ermitteln und die glatteste Oberfläche der Ausdrucke zu erzielen.
„Pressure Advance“ hilft dabei, durch das Zeichnen rechter Winkel die perfekten Druckvorschubwerte zu erhalten.
„Retraction Test“ hilft, wie der Name schon sagt, das Stringing zu reduzieren.
Der „Orca-Toleranztest“ dient dazu, die Schrumpfrate des Filaments zu ermitteln. Er macht die Drucke genauer und reduziert Probleme. Für diesen Test bereiten Sie am besten einen Messschieber für eine präzise Messung vor.
Sobald Sie alle Schritte erledigt haben, können Sie mit dem Drucken beginnen.
Der gesamte Vorgang dauert etwa eineinhalb Stunden.
Teil 2, Temperaturtest
Klicken Sie auf die Schaltfläche „Bearbeiten“ im Feld „Filament“, fügen Sie das Filament hinzu und überprüfen Sie dann die folgenden Einstellungen. Das Durchflussverhältnis sollte 1 sein, der Druckvorschub sollte ausgeschaltet sein und die Schrumpfung sollte 100 % betragen. Wenn Sie unsere Voreinstellung importiert haben, können Sie die gleiche Anpassung vornehmen.
Gehen Sie danach zum Feld „Colling“. Für die Lüftergeschwindigkeit des PLA haben wir die minimale Lüftergeschwindigkeit auf 80 % und die maximale auf 100 % eingestellt, wir haben sie vom PrusaSlicer erhalten. Sobald Sie fertig sind, sind Sie bereit für den Test.
Klicken Sie auf „Kalibrierung“, wählen Sie die Temperatur aus und wählen Sie das Material aus, das Sie testen möchten. Behalten Sie die Standardeinstellung bei und teilen Sie sie direkt auf. Klicken Sie auf „Drucken“, dann auf „Hochladen“ und „Drucken“. Ihr Drucker führt den Test automatisch durch.
Nach etwa 45 Minuten ist der Test beendet. Schauen Sie sich die Türme sorgfältig an und finden Sie den mit der besten Qualität heraus. Addieren Sie 5 °C zum Ergebnis als maximale Temperatur und dann das Ergebnis selbst als minimale Temperatur.
Zum Beispiel haben wir als Ergebnis 195 °C erhalten, dann beträgt die maximale Temperatur 200 °C, die minimale Temperatur beträgt 195 °C, stellen Sie sie als Düsentemperatur ein. Die erste Schicht 200 ℃ und die anderen Schichten 195 ℃.
Dann ist die Temperatur fertig.
Teil 3, Durchflussratentest
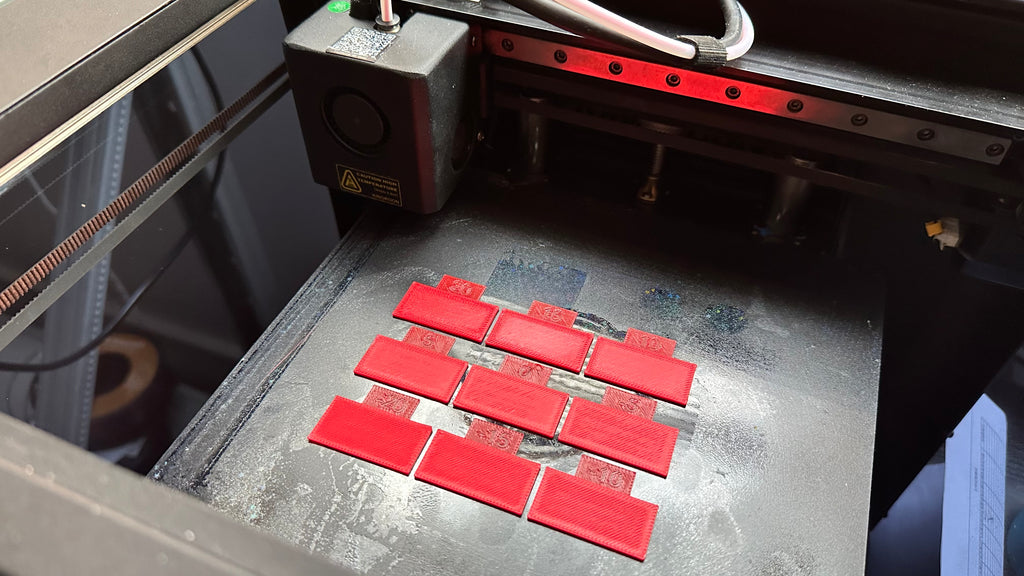
Bei diesem Test müssen Sie zwei Gruppen von Objekten drucken, um die beste Durchflussrate zu ermitteln. Da es etwas schwer zu sagen sein kann, müssen Sie bei der Auswahl der Ergebnisse sorgfältig vorgehen.
Wählen Sie „Durchflussrate“ und dann „Durchgang 1“. Ihre aktuelle Durchflussrate sollte jetzt 1 sein. „Pass 1“ hat auf jedem Objekt Zahlen von 20 bis -10. Drucken Sie sie aus und wählen Sie dann die beste Version als Standard aus, um die aktuelle Einstellung anzupassen.
Da Pass 2 nur eine Reduzierung bewirkt, sollten Sie 5 zu den erhaltenen Ergebnissen addieren. Dann addieren Sie es zum Durchflussverhältnis.
Der beste Wert ist beispielsweise 5, dann sollte Ihr Ergebnis 1+0,05 sein, also 1,05.
Drucken Sie dann den Durchgang 2 aus, wählen Sie den besten aus und erhalten Sie das Endergebnis.
Nehmen wir als Ergebnis -5, dann beträgt Ihr endgültiges Durchflussverhältnis 1,05 (100 % – 5 %) = 0,99.
Teil 4, Druckvorschubtest
Gehen Sie zu den Filamenteinstellungen, aktivieren Sie dann die Einstellung „Druckvorschub“ und behalten Sie die Standardeinstellungen bei.
Wählen Sie „Pressure Advance“ und dann „DDE“ als Extrudertyp. Dies gilt für KINGROON KP3S Pro V2, KLP1 und die meisten anderen KINGROON-Modelle. Ändern Sie dann „End EA“ auf 0,05.
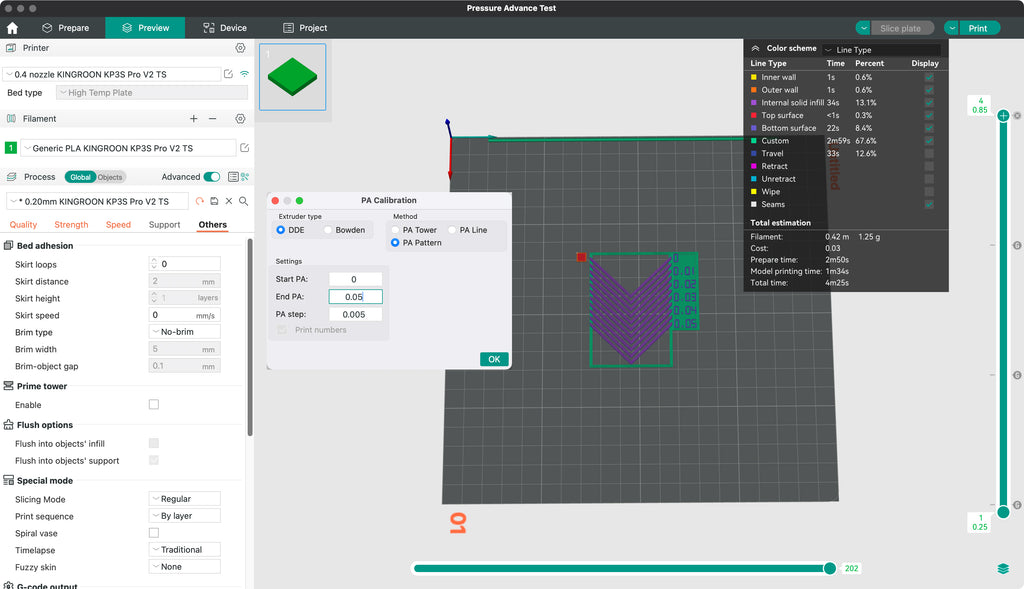
Es handelt sich um einen Kurzdruck, der etwa 5 Minuten dauert. Wenn Ihr Drucker über einen Bowdenrohr-Extruder verfügt, denken Sie daran, darauf umzusteigen.
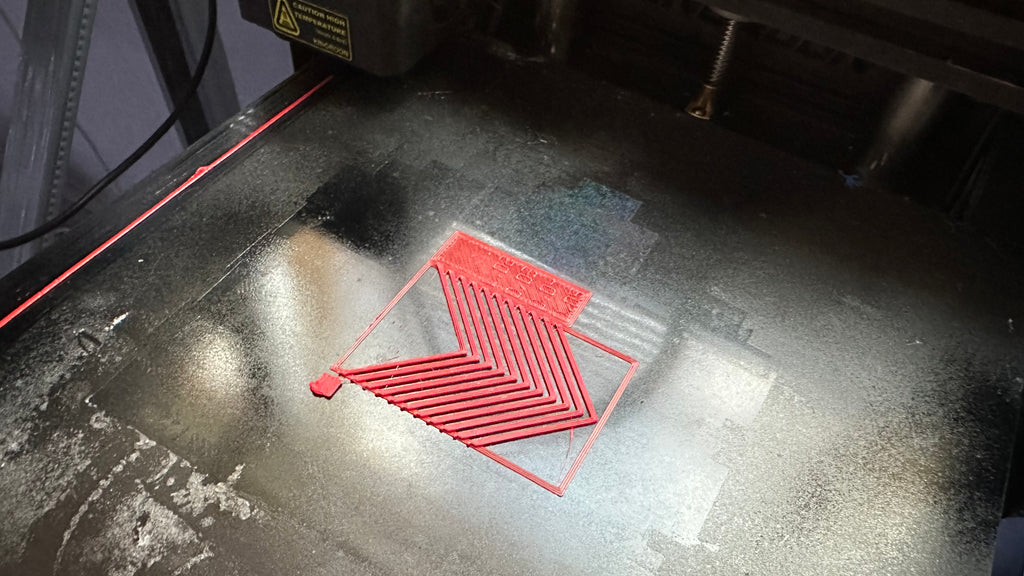
Schauen Sie sich anschließend die Druckergebnisse genau an und finden Sie den besten rechten Winkel. Der Winkel sollte die perfekte Extrusion aufweisen. Ändern Sie dann den „Druckvorschub“ mit dem soeben erhaltenen Wert.
Teil 5, Rückzugstest
Wählen Sie „Retraktionstest“ und behalten Sie die Standardeinstellungen bei, wenn Sie KP3S Pro V2, KLP1, andere KINGROON-Modelle oder einen Drucker mit direkt angetriebenem Extruder verwenden. 2mm reichen schon. Dann schneiden Sie es in Scheiben und drucken Sie es aus.
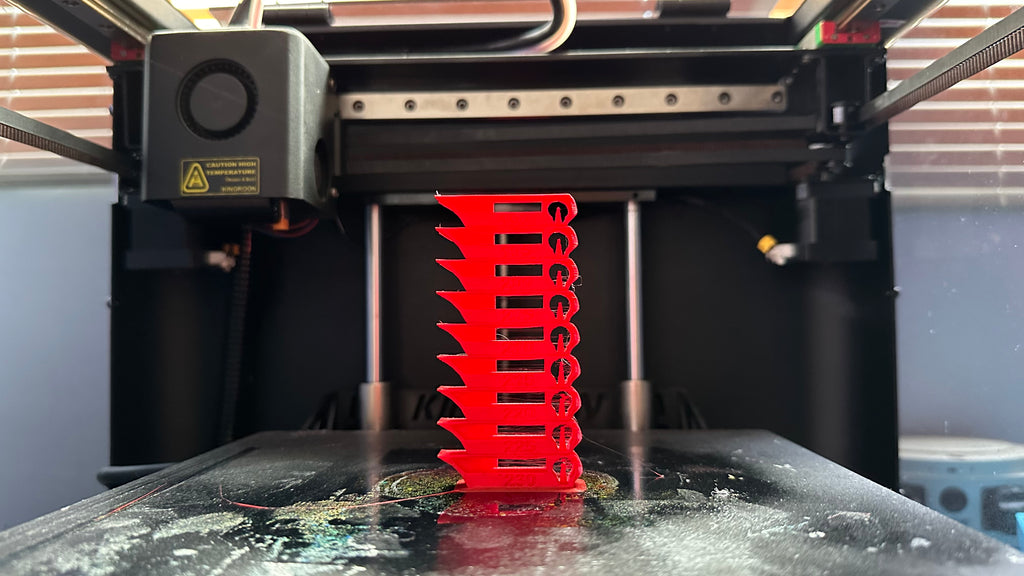
Es trägt nicht nur dazu bei, Fadenbildung zu reduzieren oder zu vermeiden, sondern, was noch wichtiger ist, vermeidet Probleme mit verstopften Düsen, insbesondere bei Hotends aus Metall.
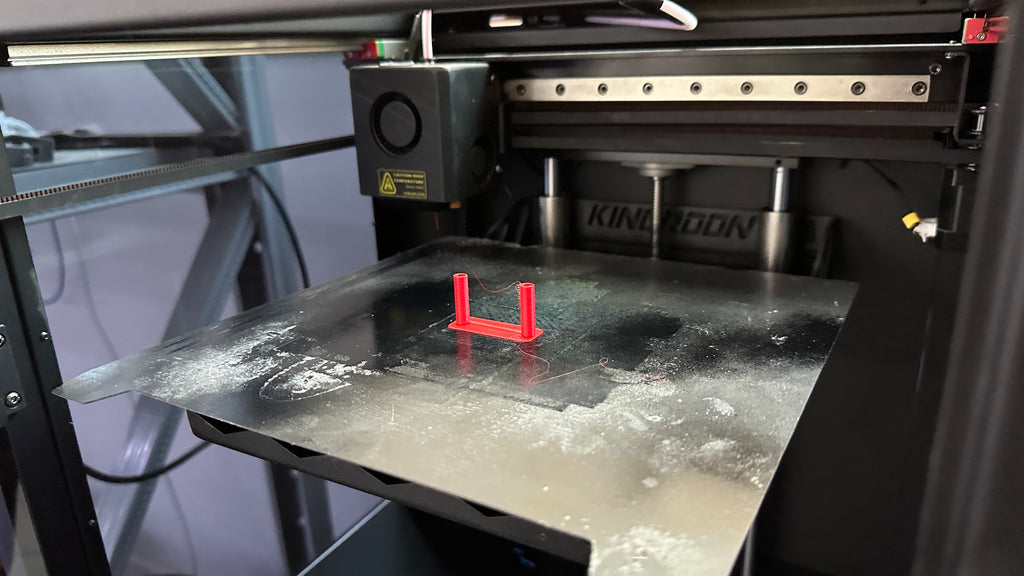
Sie erhalten also einen 21 mm hohen Rückzugsturm, der die Bespannungsbedingungen deutlich anzeigt. Beobachten Sie den Turm sorgfältig und wählen Sie die besten Rückzugseinstellungen. Wie wir sehen können, erhält der KLP1 bis nahe an die Decke überhaupt keine Besaitung, daher haben wir als Rückzugsstrecke einen Wert von 0,3 mm gewählt.
Klicken Sie auf die Schaltfläche „Bearbeiten“, wählen Sie das Feld „Extruder“ aus und ändern Sie die Länge als Ihre neue.
Teil 6, Orca-Toleranztest
Wählen Sie „Orca-Toleranztest“, werfen Sie einen Blick auf den X- und Y-Abstand und merken Sie sich diese. Es beträgt 57,94 mm auf Y und 14,40 mm auf X. Schneiden Sie die Datei in Scheiben und drucken Sie sie aus.
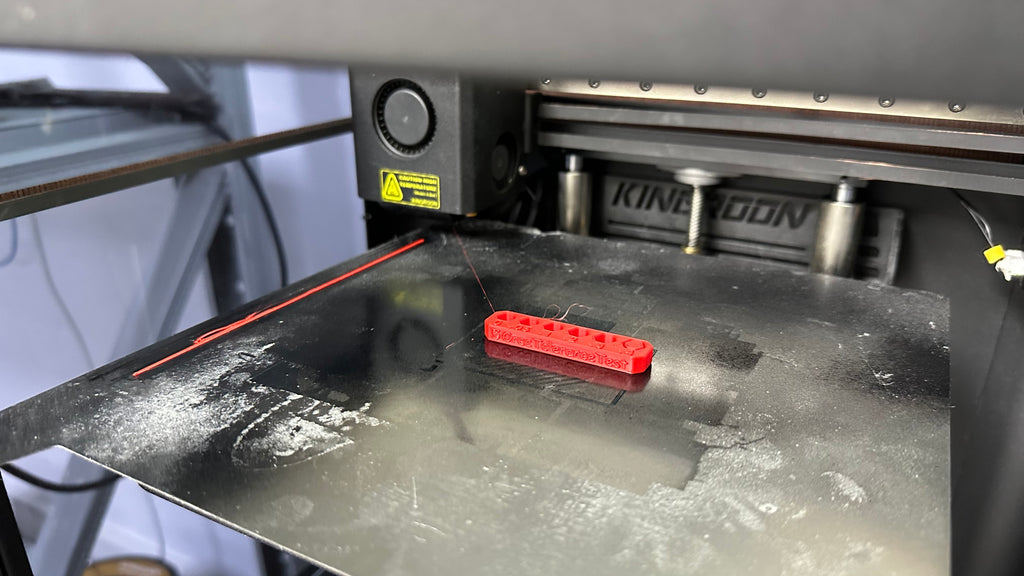
Sobald der Druck fertig ist, messen Sie mit dem Messschieber dessen Breite und Länge und berechnen daraus die Schrumpfung.
Beispielsweise erhalten wir eine Breite von 14,34 mm und eine Länge von 57,67 mm, dann nehmen wir als Endergebnis eine durchschnittliche Schrumpfung von 99 %. Ersetzen Sie die Standardschrumpfung durch diese und klicken Sie auf Speichern, schon sind Sie fertig.
Wir erstellen seit ihrer Einführung Tutorials und Videos für die Modelle KP3S Pro V2 und KLP1. Sie finden sie sowohl auf unserem YouTube-Kanal als auch auf der offiziellen Website. Die Systemabbilder wurden auch durch regelmäßige Updates mit Klipper-Updates, neuen Funktionen und Fehlerbehebungen unterstützt.
Was Slicer betrifft, sind wir auch vom standardmäßigen Cura-Slicer-Profil übergegangen und beginnen mit der Bereitstellung von PrusaSlicer-Profilen und OrcaSlicer-Profilen. Jetzt ist der OrcaSlicer-Kalibrierungstestprozess das letzte Rätsel und verbessert die Druckqualität noch einen Schritt weiter.
Wir werden in Kürze weitere Voreinstellungen bereitstellen und weitere Modelle unterstützen.
Hi,
So sorry to read that you mention only “ gets regular update like an android phone” and not iPhone’s.
Security oblige me to work only with IOS/Apple.
Best
Do you have Orca profile for KP3S 3.0?