
Kürzlich haben wir eine Beschwerde gehört, dass wir die Standardrückzugsgeschwindigkeit nicht auf 90 mm/s einstellen sollten, während Bambu Lab sie auf 30 mm/s eingestellt hat. Ich nehme das ernst und habe es getestet.
Die Ergebnisse stehen an erster Stelle. Die Rückzugsgeschwindigkeit hat keinen so großen Einfluss auf das Stringing, 30 mm/s und 90 mm/s machen bei Stringing-Problemen keinen großen Unterschied. Aber bei 3D-Druckern mit Bowden-Schlauch müssen wir es noch testen und sehen, ob es Unterschiede gibt.
Für KINGROON 3D-Drucker verwenden wir hauptsächlich Direktantriebsextruder. Sie sind präziser und bieten eine bessere Leistung beim Drucken mit zwei- oder dreifarbigen Filamenten. Direktantriebsextruder halten das Filament stabil, sodass die Farbe auf Ihren Drucken den Winkel nicht verändert.
Basierend auf dem Direktantriebsextruder stelle ich den Rückzugsabstand normalerweise auf 1–2 mm und die Geschwindigkeit auf 90 mm/s ein. Der Rückzugsabstand ist eine der wichtigsten Einstellungen zur Reduzierung von Stringing. Wenn der Abstand zu lang ist, kann es zu ständig verstopften Düsen kommen. Wenn er zu kurz ist, kann es zu Stringing auf Ihren Drucken kommen.
Okay, sehen wir uns den Test an.
Test vorbereiten
Da die Temperatur ein weiterer wichtiger Faktor zur Reduzierung des Stringings ist, habe ich zuerst einen Temperaturturm gedruckt. Weitere Informationen zu diesem Test finden Sie in OrcaSlicer-Kalibrierung, das letzte Puzzle für KINGROON KLP1 und KP3S Pro V2
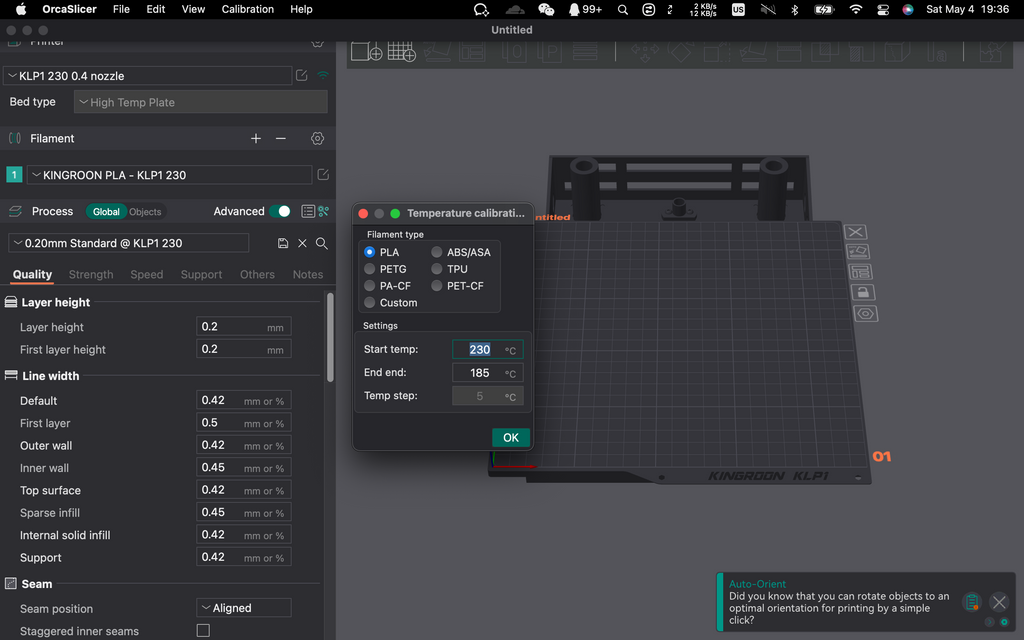
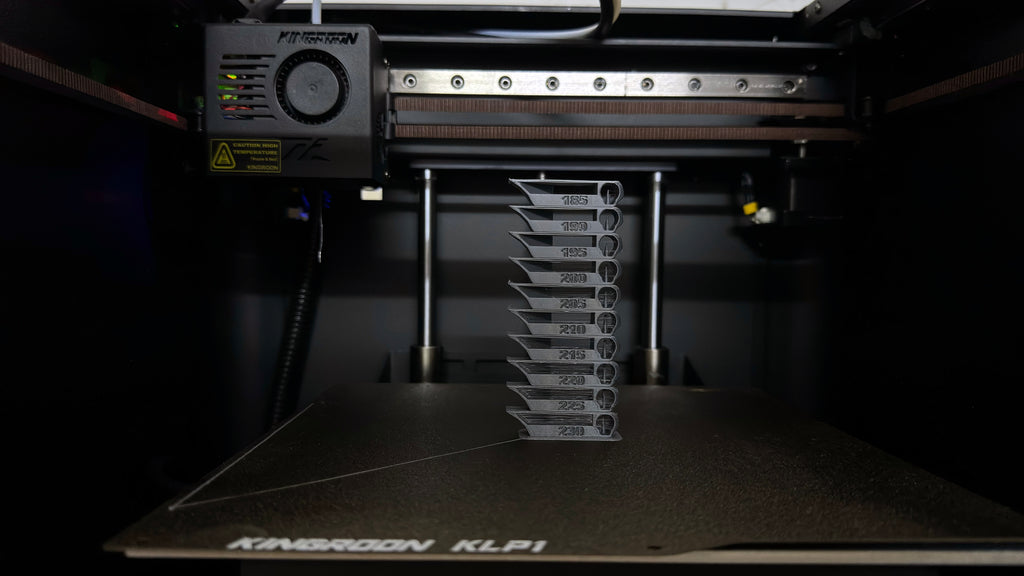
Temperaturturm
Wie der Turm zeigt, liegt die beste Temperatur bei 185-190. Da es in dieser Zeit fast keine Bespannung gibt, liegt die ideale Testtemperatur bei 195-205.
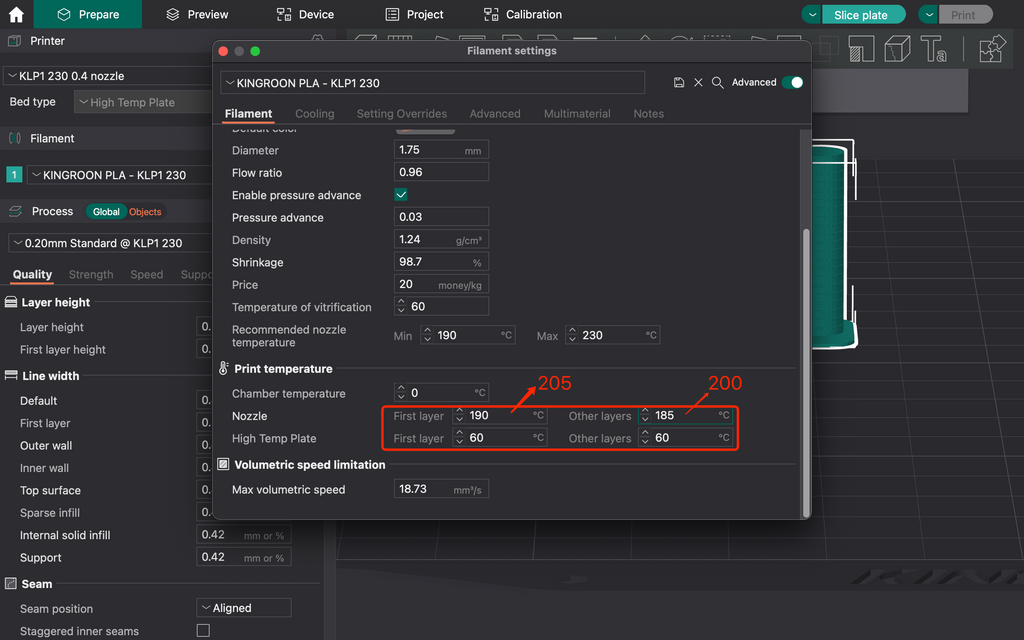
Temperatureinstellungen
Diejenigen, die unsere OrcaSlicer-Profile herunterladen, werden vielleicht bemerken, dass die Standardtemperatur 185-190 beträgt. Das ist die Durchschnittstemperatur, auf der dieser Turm basiert. Wenn Sie Filamente verwenden, die nicht von KINGROON stammen, empfehlen wir Ihnen, diesen Test unbedingt durchzuführen. Jetzt müssen wir es auf 200-205 ändern, damit wir das Stringing sehen können.
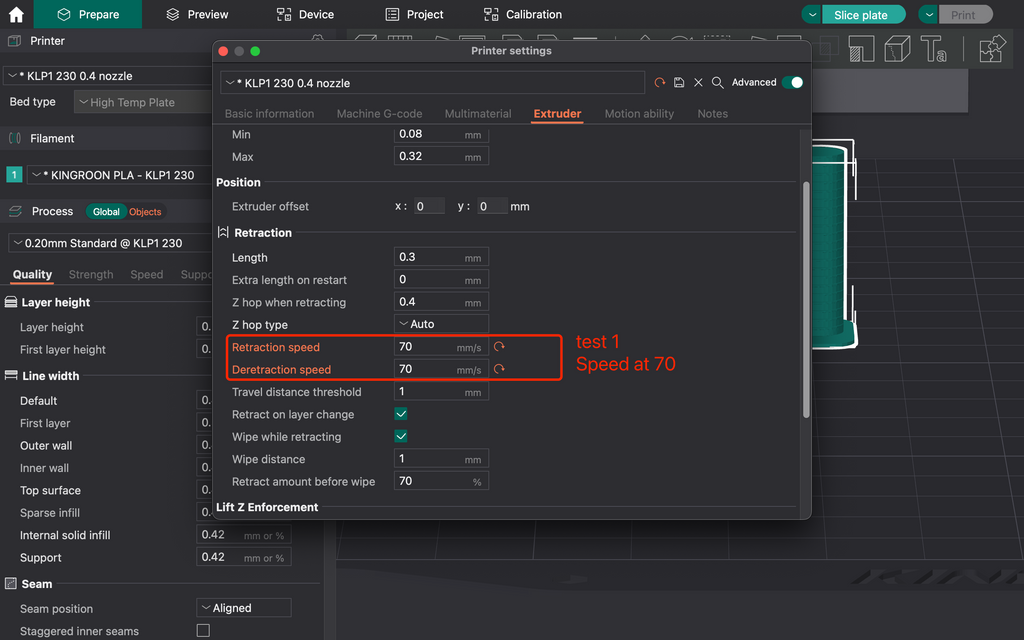
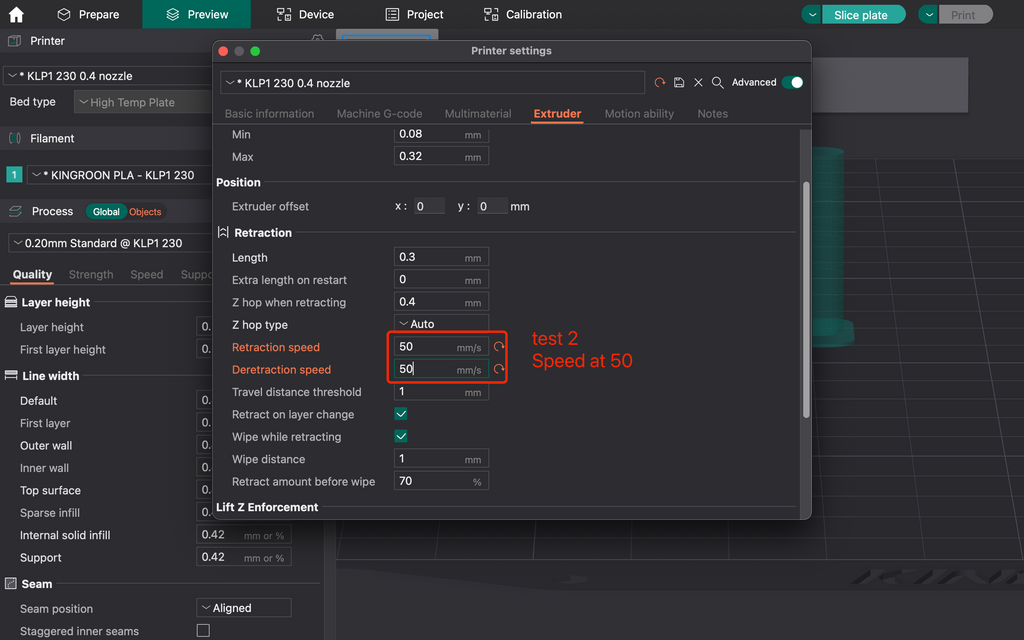
Rückzugseinstellungen
Dann gehen wir zu „Extruder“ und suchen die Rückzugseinstellungen. Dort finden Sie meine erwähnten Einstellungen. Lassen wir die Standardeinstellungen und betrachten sie als Basislinie.
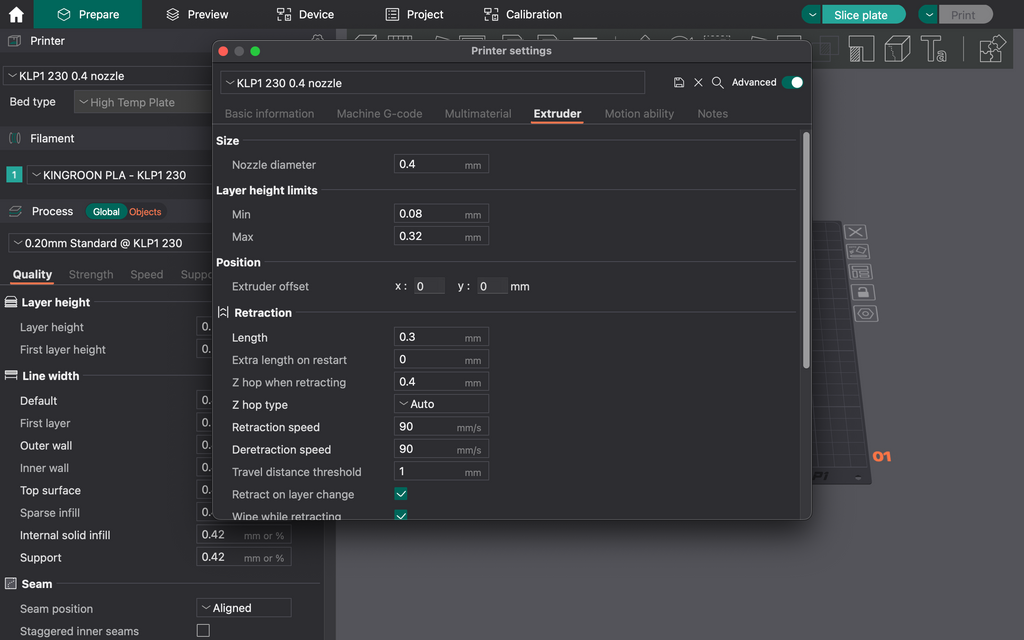
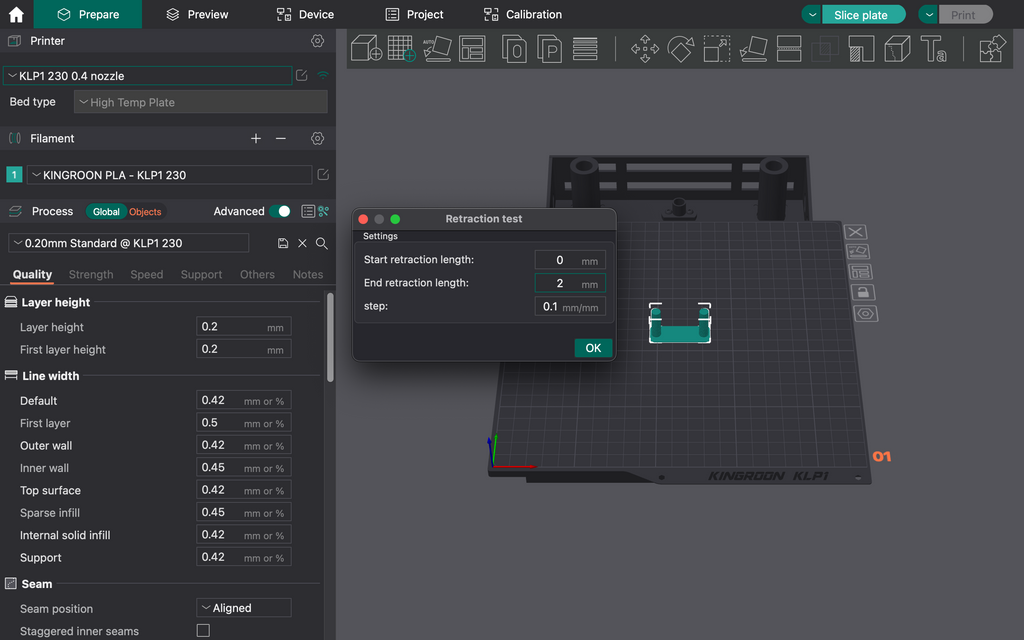
Rückzugstest
Der Rückzugstest ist eine weitere leistungsstarke Funktion von OrcaSlicer. Mit nur einem Klick ist alles eingerichtet, sodass wir den Rückzugsabstand nicht ändern müssen. Wir verwenden für den Test die Standardeinstellung von 2 cm. Die Bowden-Schläuche sollten 7-6,5 cm betragen.
Basislinientest
Der Basistest zeigt deutliche Fadenbildung, wenn wir die Temperatur auf 200–205 erhöhen.
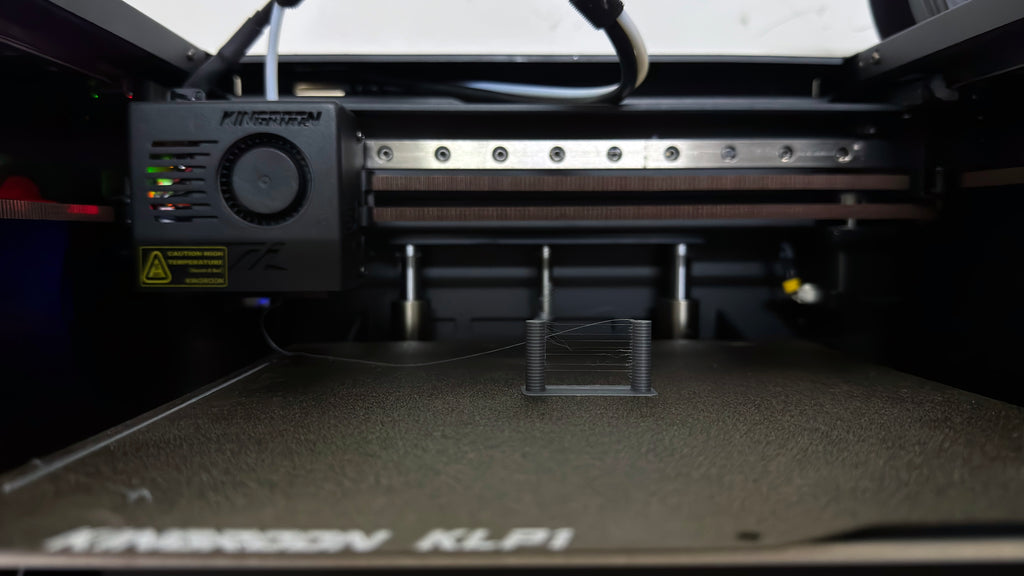
(Rückzugstest bei 200 Düsentemperatur, Rückzugsgeschwindigkeit bei 90mm/s)
Prüfung 1
Danach ändern wir die Rückzugsgeschwindigkeit auf 70 mm/s.
Wir können jedoch keine großen Veränderungen feststellen.
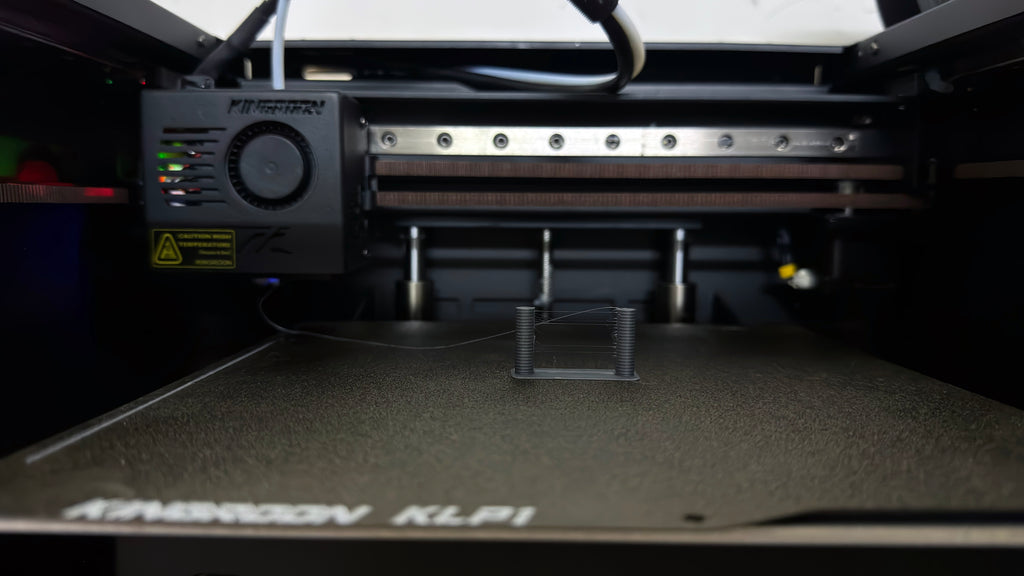
(Rückzugstest bei 200 Düsentemperatur, Rückzugsgeschwindigkeit bei 70mm/s)
Prüfung 2
Mal sehen, was sich bei 50mm/s ändert
Aber dann passierte etwas Seltsames, das Stringing-Problem wurde schlimmer. Es sollte sich verringern, wenn wir uns 30 mm/s nähern. Aber nicht.

(Rückzugstest bei 200 Düsentemperatur, Rückzugsgeschwindigkeit bei 50mm/s)
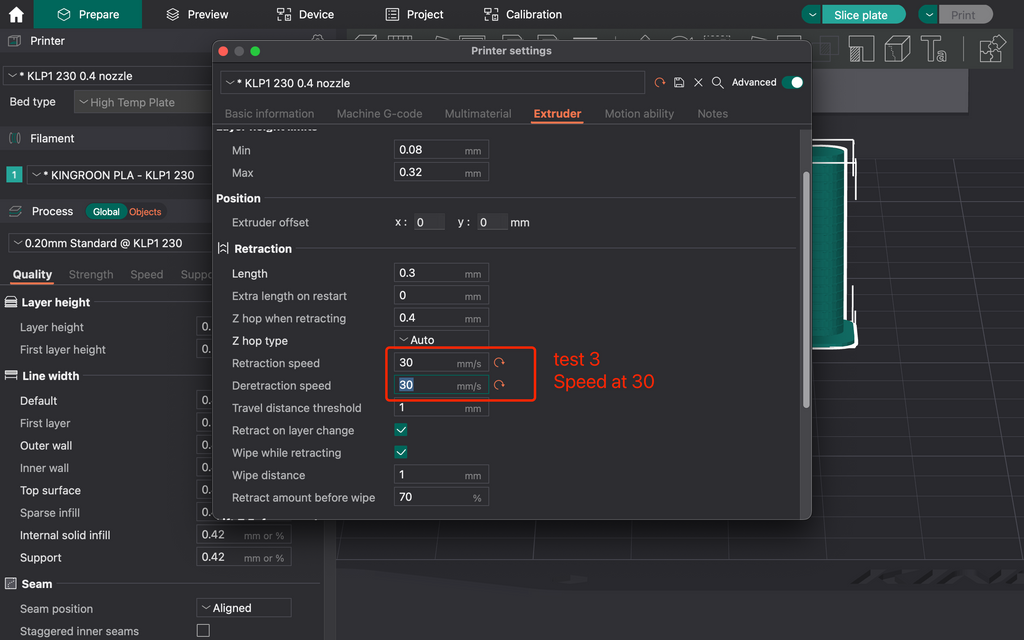
Prüfung 3
Also ändere ich die Rückzugsgeschwindigkeit auf 30 mm/s und frage mich, ob ich irgendwelche Zaubertricks sehe.
Aber nein, das Stringing passt nicht zu meiner Vermutung. Ich dachte wirklich, 30mm/s wären die besten Einstellungen. Ich kann kaum einen Unterschied feststellen.

(Rückzugstest bei 200 Düsentemperatur, Rückzugsgeschwindigkeit bei 30mm/s)
Die Ergebnisse sind überhaupt nicht regelmäßig. Es macht keinen Sinn, wenn die Rückzugsgeschwindigkeit die Besaitungsleistung so stark beeinflusst.
Für den Fall, dass ich einen Fehler gemacht oder etwas übersehen hatte, änderte ich die Temperatureinstellung auf 195-200 und machte eine weitere Runde. Aber es änderte sich überhaupt nichts.
(Rückzugstest bei 195–200 Düsentemperatur, Rückzugsgeschwindigkeit bei 30–90 mm/s)
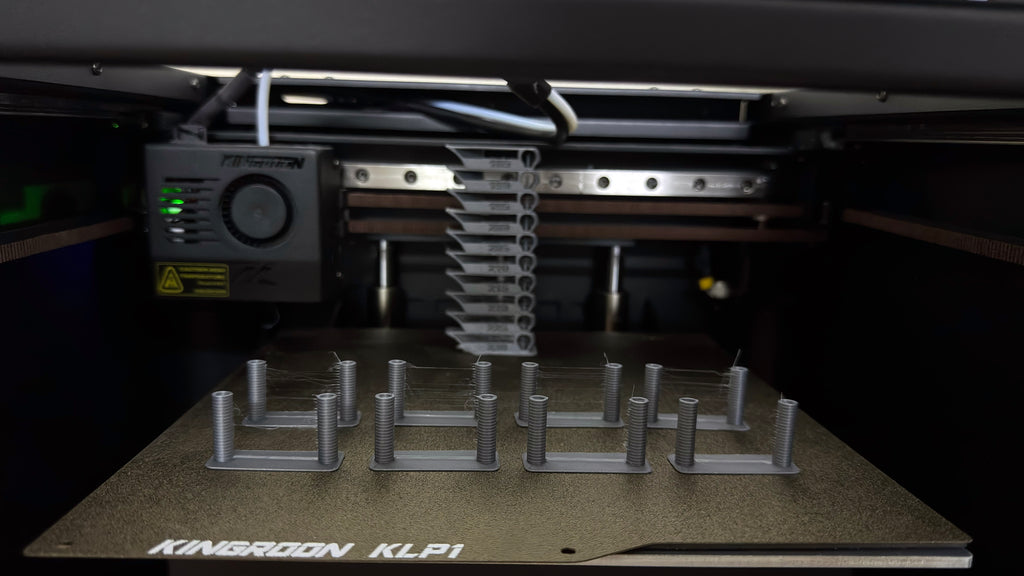
Ich denke, jeder kann sehen, dass die vordere Gruppe weniger Stringing aufweist, ja, sie wurden bei einer Temperatur von 195 gedruckt. Aber sie ändern nichts. Der gesamte Test kann nicht beweisen, dass die Rückzugsgeschwindigkeit das Stringing beeinflusst. Nur Rückzugsabstand, Drucktemperatur und Filamentqualität sind wichtig.
Damit Sie sich überzeugen können und falls ich einen Fehler gemacht oder etwas übersehen habe, finden Sie hier alle referenzierten Fotos und G-Code-Dateien. https://drive.google.com/drive/folders/1_BE9idTRiCTO7plSD0oDQAExaUOlcjUz?usp=sharing