 United States (USD $)
United States (USD $)
 Российская (RUB ₽)
Российская (RUB ₽)
 Global (USD $)
Global (USD $)

Wybór odpowiedniego materiału do projektu drukowania 3D ma kluczowe znaczenie dla uzyskania estetycznych i funkcjonalnych wydruków 3D. Niektóre materiały zapewniają większą wytrzymałość, inne mogą wytrzymać wysokie temperatury. W tym artykule omówiono różne materiały do drukowania 3D, podając jednocześnie wskazówki dotyczące wyboru najlepszego dla Twojego projektu.
Chociaż większość materiałów omówionych w tym przewodniku jest kompatybilna z drukarkami hobbystycznymi, takimi jakdrukarki 3D Kingroon KP3S Pro V2 i Kingroon KLP1, zagłębimy się również w niektóre zaawansowane materiały przemysłowe. Chociaż mogą one nie być zwykle używane w standardowym biurkowym druku 3D, zrozumienie ich właściwości i zastosowań zapewnia szerszą perspektywę na możliwości w dziedzinie druku 3D.
Zagłębmy się więc w szczegóły i odkryjmy, który materiał będzie idealnie pasował do Twojego następnego projektu drukowania 3D. To podróż eksploracyjna, a my jesteśmy tutaj, aby poprowadzić Cię na każdym kroku.
Standardowe tworzywa termoplastyczne
PLA (kwas polimlekowy)
Charakterystyka PLA:
PLA, czyli kwas polimlekowy , jest szeroko stosowanym i przyjaznym dla początkujących tworzywem termoplastycznym w świecie druku 3D. Jest znany ze swojej wszechstronności, łatwości obsługi i przyjazności dla środowiska. PLA pochodzi z zasobów odnawialnych, takich jak skrobia kukurydziana i trzcina cukrowa, dzięki czemu ulega biodegradacji i jest atrakcyjnym wyborem dla użytkowników dbających o środowisko.
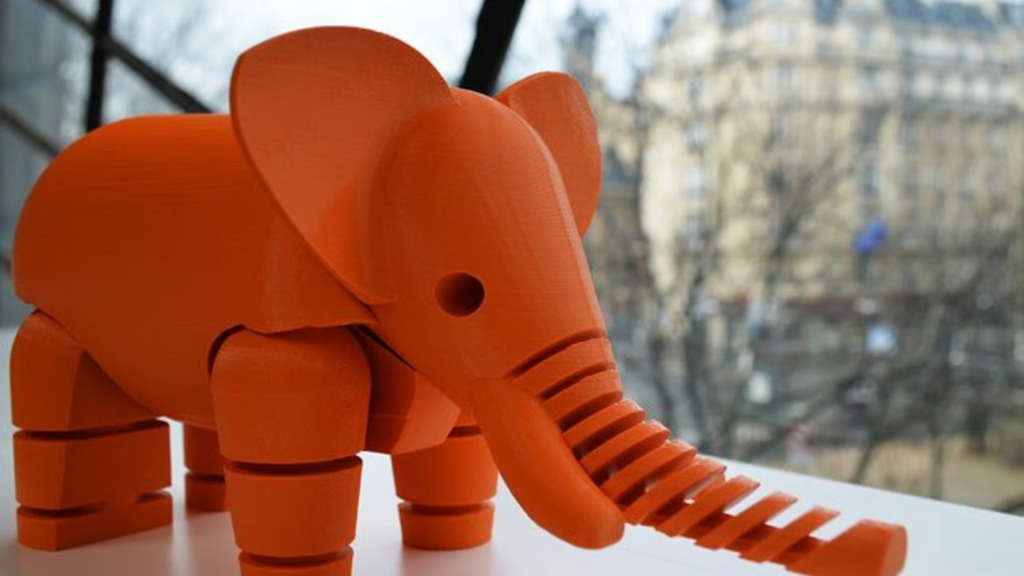
Rysunek 1 źródło: all3dp.com
Jedną z wyróżniających się cech PLA jest łatwość drukowania. Ma niższą temperaturę drukowania w porównaniu do wielu innych włókien, zazwyczaj w zakresie 180-220°C. Dzięki temu jest kompatybilny z szeroką gamą drukarek 3D. PLA jest również dostępny w różnych kolorach i wykończeniach, w tym w wersjach przezroczystych i metalicznych.
Chociaż PLA nie jest tak mocny jak niektóre inne materiały, takie jak ABS, nadaje się do szerokiego zakresu zastosowań. Jest powszechnie używany do prototypów, projektów hobbystycznych i przedmiotów dekoracyjnych. Wydruki PLA mają gładkie wykończenie powierzchni i są stosunkowo odporne na wypaczenia, co czyni je doskonałym wyborem do szczegółowych i skomplikowanych projektów.
Plusy:
- Ekologiczne, idealne dla osób świadomych swojego wpływu na środowisko.
- Przyjazny dla użytkownika, dzięki czemu jest idealny dla początkujących.
- Niskie wypaczenie, pozwalające na bardziej stabilne i większe wydruki.
- Przyjemny zapach podczas drukowania, w przeciwieństwie do niektórych innych tworzyw sztucznych.
- Dostępna szeroka gama kolorów i efektów.
Cons:
- Mniej trwały i bardziej kruchy, nie nadaje się do elementów narażonych na obciążenia mechaniczne.
- Niska odporność na ciepło, może odkształcać się w gorącym otoczeniu.
- Podatny na degradację pod wpływem promieni UV, nie nadaje się do użytku na zewnątrz.
- Ograniczona elastyczność, ograniczająca jego zastosowanie w zastosowaniach wymagających zginania lub ruchu.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 190-220°C.
- Podgrzewany stół: opcjonalny, ale może być korzystny, zwykle ustawiony na 45-60°C.
- Chłodzenie: Wentylatory chłodzące zalecane w przypadku ostrzejszych szczegółów i zwisów.
- Dysza: Wystarczą standardowe dysze mosiężne.
Najlepsze praktyki:
- Użyj wentylatora chłodzącego, aby poprawić szczegółowość wydruku i zapobiec opadaniu na zwisach.
- Przechowuj żarnik PLA w suchym i chłodnym miejscu, aby uniknąć wchłaniania wilgoci.
- W przypadku większych wydruków użyj ronda lub tratwy, aby zapewnić dobrą przyczepność do stołu.
- W razie potrzeby dostosuj gęstość wypełnienia, aby uzyskać mocniejsze struktury wewnętrzne.
- Eksperymentuj ze zmianami temperatury, aby uzyskać różne efekty wizualne w specjalnych włóknach PLA.
ABS (akrylonitryl-butadien-styren)
Charakterystyka ABS:
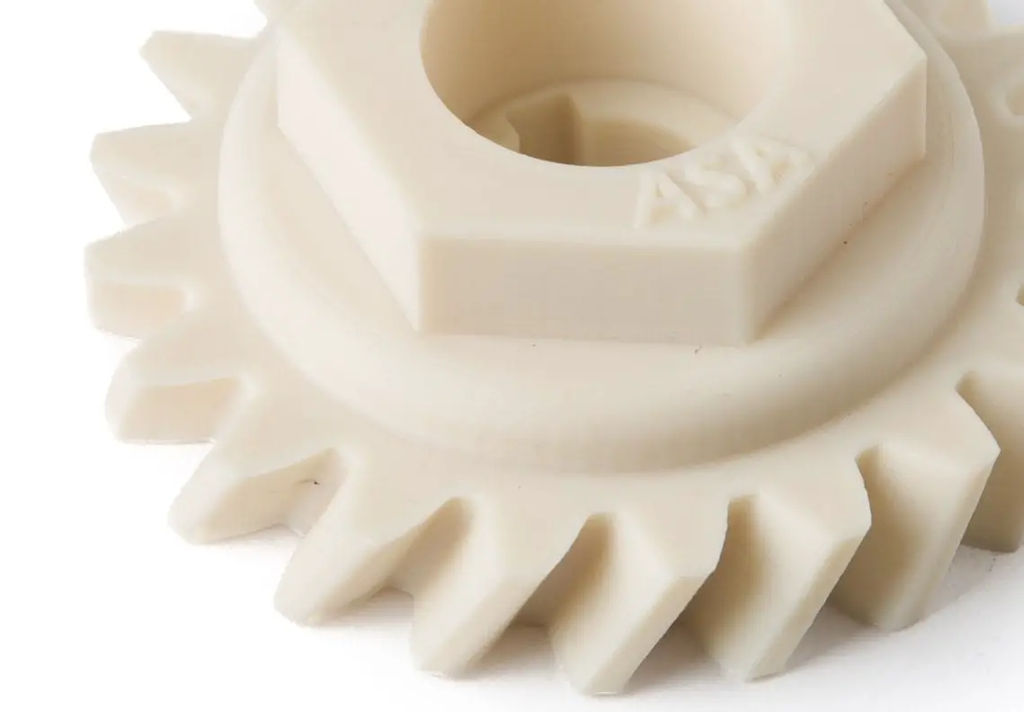
ABS, czyli akrylonitryl-butadieno-styren , to wytrzymały termoplast na bazie ropy naftowej, znany ze swojej trwałości i wszechstronności. Jest szeroko stosowany w różnych praktycznych zastosowaniach, w tym w częściach samochodowych i klockach LEGO. ABS oferuje unikalną kombinację właściwości, dzięki czemu nadaje się do szeregu projektów druku 3D.
 Rysunek 2 źródło: amfg.ai
Rysunek 2 źródło: amfg.aiJedną z jego kluczowych cech jest wyjątkowa trwałość i wytrzymałość, co czyni go idealnym wyborem dla przedmiotów narażonych na zużycie. ABS może wytrzymać wysokie temperatury i uderzenia, zachowując swoją integralność tam, gdzie materiały takie jak PLA mogą się wypaczyć lub złamać. Ponadto ABS doskonale nadaje się do technik obróbki końcowej, takich jak szlifowanie, klejenie i malowanie. Jego elastyczność jest również zaletą, ponieważ wytrzymuje zginanie bez pękania.
Plusy:
- Bardzo trwałe i mocne, doskonale nadają się do ciężkich zastosowań.
- Odporny na wysokie temperatury, zachowujący integralność tam, gdzie PLA może się wypaczyć.
- Idealny do obróbki końcowej, można go łatwo szlifować, kleić i malować.
- Dobra elastyczność, dzięki czemu nadaje się do części, które muszą wytrzymać zginanie.
Cons:
- Podatne na wypaczanie i pękanie w przypadku zbyt szybkiego schładzania.
- Podczas drukowania wydziela opary o silnym zapachu, wymagające dobrej wentylacji.
- Wymaga podgrzewanego stołu do drukowania i najlepiej zamkniętej przestrzeni do drukowania.
- Drukowanie trudniejsze niż w przypadku PLA i nie zawsze przyjazne dla początkujących.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 220-250°C.
- Podgrzewane łóżko: Niezbędne, dla uzyskania najlepszych rezultatów należy ustawić temperaturę na około 95–110°C.
- Obudowa: Zalecana w celu utrzymania stałej temperatury i ograniczenia wypaczeń.
- Dysza: Standardowe dysze są ogólnie w porządku, ale hartowana stal może zapewnić lepszą trwałość.
Najlepsze praktyki:
- Użyj obudowy, aby zapobiec przeciągom i utrzymać stabilną temperaturę.
- Nałóż klej lub powierzchnię łóżka, taką jak taśma Kapton, aby uzyskać lepszą przyczepność do łóżka.
- Zapewnij dobrą wentylację obszaru drukowania, aby zapobiec oparom z ABS.
- Poeksperymentuj z ustawieniami drukarki, aby zminimalizować wypaczenia i poprawić łączenie warstw.
- Rozważ użycie zawiesiny ABS (mieszaniny ABS i acetonu) na stole drukującym, aby uzyskać lepszą przyczepność.
PETG (glikol politereftalanu etylenu)
Charakterystyka:
PETG, skrót od politereftalanu etylenu , to wszechstronny i przyjazny dla użytkownika materiał do drukowania 3D. Łączy w sobie najlepsze cechy zarówno PLA, jak i ABS, dzięki czemu jest doskonałym wyborem do różnych zastosowań.

Rysunek 3 źródło: 3dnatives.com
PETG jest znany ze swojej równowagi pomiędzy wytrzymałością a łatwością drukowania. Oferuje imponującą trwałość i odporność na uderzenia, a jednocześnie jest stosunkowo łatwy w obsłudze. W przeciwieństwie do niektórych materiałów, PETG nie wydziela podczas drukowania silnych zapachów ani szkodliwych oparów, co czyni go bezpieczniejszą opcją.
Jedną z wyróżniających się cech PETG jest jego przezroczystość, umożliwiająca tworzenie przezroczystych i półprzezroczystych części. Jest również mniej podatny na wypaczenia w porównaniu do ABS i dobrze przylega do podgrzewanego łóżka.
Plusy:
- Wytrzymałość i elastyczność: PETG jest mocny i elastyczny, dzięki czemu idealnie nadaje się do trwałych części.
- Przezroczystość: umożliwia tworzenie wyraźnych lub półprzezroczystych wydruków.
- Odporność chemiczna: PETG jest odporny na chemikalia i wodę.
- Łatwość drukowania: PETG jest stosunkowo łatwy do drukowania i mniej podatny na wypaczenia.
Cons:
- Nie do ekstremalnych temperatur: PETG nie radzi sobie z wysokimi temperaturami tak dobrze, jak ABS.
- Potencjał naciągania: Może wymagać pewnego dostrojenia, aby zminimalizować naciąganie.
- Przyczepność do łóżka: W przypadku niektórych wydruków konieczne może być użycie środków zwiększających przyczepność, takich jak klej lub taśma.
- Przejrzystość: przejrzystość PETG może nie być odpowiednia dla wszystkich projektów.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 220-250°C.
- Podgrzewane łóżko: Zalecane, temperatura około 75-85°C dla dobrej przyczepności.
- Dysza: Standardowe mosiężne dysze działają dobrze.
Najlepsze praktyki:
- Ustawienia wycofania: Dostosuj ustawienia wycofania, aby zminimalizować powstawanie sznurków.
- Przygotowanie łóżka: Zapewnij czyste, równe łóżko i w razie potrzeby rozważ zastosowanie środków zwiększających przyczepność.
- Chłodzenie: poeksperymentuj z ustawieniami chłodzenia, aby uzyskać optymalne rezultaty.
- Przyczepność warstw: Skoncentruj się na właściwej przyczepności warstw, aby uzyskać mocne wydruki.
- Przechowywanie żarnika: Przechowuj PETG w suchym środowisku, aby zachować jakość druku.
Zaawansowane tworzywa termoplastyczne
Zaawansowane materiały stosowane w druku 3D, takie jak wysokowydajne tworzywa termoplastyczne i kompozyty, zapewniają doskonałą wytrzymałość i trwałość, ale ich użycie często wymaga bardziej wyrafinowanych drukarek 3D, które mogą pracować w wyższych temperaturach i są wyposażone w zamknięte komory konstrukcyjne, aby utrzymać stałe warunki drukowania.
Materiał TPU
Charakterystyka TPU
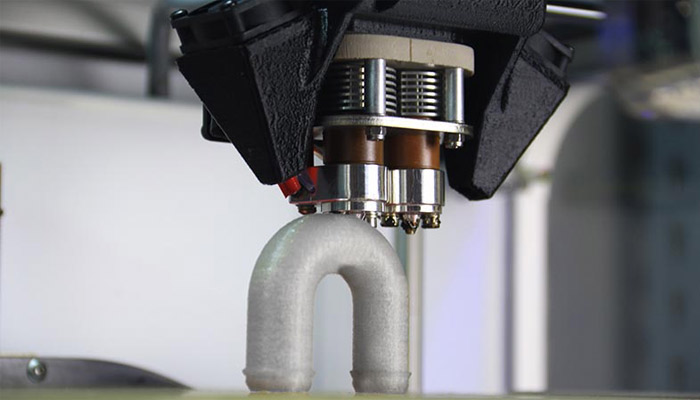
TPU, czyli poliuretan termoplastyczny, to elastyczny i elastyczny żarnik do druku 3D, który łączy w sobie właściwości gumy i tworzyw sztucznych. Ma wysoką odporność na ścieranie, chemikalia i światło UV oraz może wytrzymać ekstremalne temperatury bez pękania i odkształcania. Może również rozciągnąć się do 600% swojej pierwotnej długości i powrócić do pierwotnego kształtu, dzięki czemu idealnie nadaje się do obiektów, które muszą się wielokrotnie zginać lub zginać. TPU jest szeroko stosowany w druku 3D w zastosowaniach takich jak elastyczne obudowy telefonów, części samochodowe, urządzenia medyczne i technologie do noszenia, ponieważ jest bezpieczny dla skóry i może pochłaniać uderzenia i wibracje. TPU można drukować zarówno za pomocą drukarek do modelowania osadzania topionego (FDM), jak i selektywnego spiekania laserowego (SLS), co pozwala na tworzenie skomplikowanych kształtów i projektów, które są trudne do osiągnięcia w przypadku sztywniejszych materiałów.

Rysunek 4 źródło: all3DP.com
Plusy:
- Jest bardzo trwały i odporny na ścieranie, środki chemiczne i promieniowanie UV.
- Dobrze radzi sobie z wysokimi i niskimi temperaturami, nie stając się kruchym i deformującym się.
- Ma doskonałe wydłużenie i może rozciągnąć się do 600% przed zerwaniem.
- Może tworzyć gładkie i błyszczące powierzchnie przy minimalnych liniach warstw.
Cons:
- Jest droższy niż inne popularne włókna, takie jak PLA czy ABS.
- Jest trudniejszy w drukowaniu niż sztywne włókna ze względu na swoją miękkość i tendencję do zwijania się lub wypaczania.
- Wymaga wytłaczarki z napędem bezpośrednim i wysokiej jakości dyszy, aby zapobiec zatykaniu i zakleszczeniom.
- Nie jest bezpieczny dla żywności i po podgrzaniu może wydzielać szkodliwe opary.
Wymagania sprzętowe:
- Ekstruder z napędem bezpośrednim, napinaczem sprężynowym i krótką ścieżką żarnika.
- Wysokiej jakości dysza o średnicy co najmniej 0,4 mm i gładkiej powierzchni wewnętrznej.
- Podgrzewane łóżko o temperaturze około 50°C i odpowiednia powierzchnia robocza, taka jak PEI, BuildTak lub niebieska taśma malarska.
- Wentylator chłodzący o umiarkowanej prędkości, aby zapobiec przegrzaniu i ugięciu.
Najlepsze praktyki:
- Drukuj z niską prędkością około 20-30 mm/s i wysoką temperaturą około 230°C, aby zapewnić odpowiednie wytłaczanie i przyczepność.
- Aby uniknąć tworzenia się nitek i wyciekania, należy stosować małą odległość wycofywania wynoszącą około 1–2 mm i małą prędkość wycofywania około 20–40 mm/s.
- Zwiększ natężenie przepływu o 5-10%, aby skompensować kompresję włókna w ekstruderze.
- Użyj wyższej wysokości warstwy wynoszącej około 0,2-0,3 mm i niższej gęstości wypełnienia około 10-20%, aby skrócić czas drukowania i zużycie materiału.
Nylon (poliamid)
Charakterystyka:
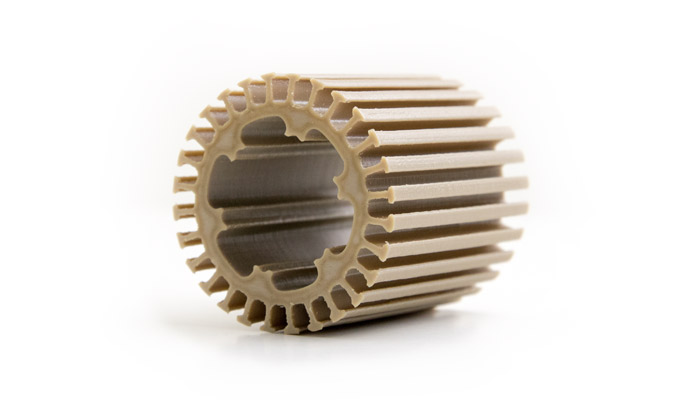
Nylon lub poliamid (PA) to mocny i elastyczny materiał, którego potrzebujesz, gdy wymagana jest wytrzymałość. Wyobraź sobie, że jest superbohaterem materiałów do druku 3D, który z łatwością radzi sobie z wymagającymi zadaniami.

Rysunek 5 źródło: 3dprintingindustry.com
Nylon słynie z imponującej wytrzymałości, trwałości i elastyczności. Jest odporny na uderzenia i zużycie, dzięki czemu idealnie nadaje się do tworzenia części, które muszą wytrzymać duże obciążenia. Jeśli szukasz materiału, który wytrzyma trudne sytuacje, nylon będzie najlepszym wyborem.
Niezwykłą cechą nylonu jest jego zdolność do pochłaniania wilgoci z powietrza. Może to mieć wpływ na wydajność drukowania, dlatego ważne jest, aby przed drukowaniem i w jego trakcie utrzymywać go w stanie suchym. Ponadto drukowanie na nylonie może być nieco trudne ze względu na jego unikalne właściwości, ale rezultaty są tego warte.
Plusy:
- Wysoka wytrzymałość: Nylon jest niezwykle mocny, nawet w cienkich odcinkach.
- Elastyczność: Zapewnia dobrą równowagę siły i elastyczności.
- Trwałość: Części nylonowe są odporne na zużycie i uderzenia.
- Odporność chemiczna: Jest odporny na chemikalia i oleje.
- Niskie tarcie: Nylon ma właściwości o niskim tarciu, nadaje się do ruchomych części.
Cons:
- Higroskopijny: Nylon pochłania wilgoć z powietrza, wpływając na jakość druku.
- Wypaczenia: podatne na wypaczenia, jeśli nie są drukowane w kontrolowanym środowisku.
- Wysoka temperatura druku: Wymaga wysokich temperatur wytłaczania (230-260°C).
- Przyczepność do łóżka: Często wymaga podgrzewanego łóżka i powierzchni klejącej.
- Chłodzenie: Aby zapobiec wypaczeniu, konieczne jest minimalne chłodzenie.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 230-260°C.
- Podgrzewane łóżko: Wymagane, ustawione na około 70-90°C dla dobrej przyczepności.
- Dysza: Dysza ze stali hartowanej zalecana do długotrwałego użytkowania.
- Obudowa: Zamknięte środowisko drukowania jest korzystne.
Najlepsze praktyki:
- Suchy włókno: Utrzymuj włókno nylonowe w suchości, aby zapobiec problemom związanym z wilgocią.
- Środek zwiększający przyczepność: Stosuj środki zwiększające przyczepność, takie jak kleje w sztyfcie lub specjalistyczne powierzchnie łóżka.
- Powolne chłodzenie: Zminimalizuj chłodzenie, aby zapobiec wypaczeniu.
- Obudowa: Drukuj w zamkniętym środowisku, aby kontrolować temperaturę i wilgotność.
- Szybkość drukowania: Zmniejsz prędkość drukowania, aby uzyskać optymalne rezultaty.
ASA (akrylan akrylonitrylo-styrenowy)
Charakterystyka ASA:
ASA, czyli akrylonitryl-styrenowo-akrylan, jest jak chłodny, odporny na promieniowanie UV kuzyn ABS. Jest to materiał do druku 3D znany ze swojej wytrzymałości i odporności na trudne warunki zewnętrzne. Wyobraź sobie go jako bohatera Twoich projektów outdoorowych.
Rysunek 6 źródło: manufactur3dmag.com
ASA został opracowany jako alternatywa dla ABS, ale ze specjalną cechą: jest wysoce odporny na promienie UV. To sprawia, że jest to najlepszy wybór do wszystkich elementów, które są wystawione na działanie słońca i pogody, takich jak znaki zewnętrzne, części samochodowe lub akcesoria ogrodowe.
Jednak praca z ASA może być pewnym wyzwaniem. Zachowuje niektóre dziwactwa drukowania ABS, takie jak potencjalne problemy z wypaczaniem i emisją oparów podczas drukowania ze względu na obecność styrenu.
Plusy:
- Wyjątkowa odporność na promieniowanie UV, idealna do zastosowań zewnętrznych.
- Wysoka odporność na uderzenia zapewniająca trwałość.
- Mniejsze wypaczenie w porównaniu z ABS, zwiększające niezawodność druku.
- Dobra stabilność wymiarowa w różnych temperaturach.
Cons:
- Wymaga wyższych temperatur wytłaczarki (zazwyczaj 240°C do 260°C).
- Odpowiednia wentylacja jest nadal konieczna ze względu na emisję gazów podczas drukowania.
- Ograniczone opcje kolorów w porównaniu do PLA i innych materiałów.
- Drukowanie może być trudniejsze dla początkujących.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Zwykle od 240°C do 260°C.
- Podgrzewane łóżko: korzystne, ale nie zawsze obowiązkowe. Zalecana temperatura jest różna.
- Odpowiednia wentylacja lub obudowa w celu zarządzania emisjami.
Najlepsze praktyki:
- Użyj zamkniętej drukarki lub zbuduj obudowę, aby utrzymać stabilne środowisko drukowania i poprawić przyczepność.
- Rozważ podgrzewane łóżko o temperaturze w zakresie od 90°C do 110°C, aby zapobiec wypaczeniu.
- Eksperymentuj z temperaturami druku, aby znaleźć właściwą równowagę pomiędzy przyczepnością a jakością druku.
- Aby uzyskać lepszą przyczepność do podłoża, należy zastosować środki zwiększające przyczepność, takie jak odpowiednia powierzchnia robocza lub kleje.
- Zapewnij odpowiednią wentylację, aby kontrolować emisję, chociaż ASA jest generalnie mniej nieprzyjemny zapach niż ABS.
Poliwęglan (PC)
Charakterystyka:
Poliwęglan, często nazywany PC, to wytrzymały i wszechstronny materiał do drukowania 3D. Pomyśl o tym jak o superbohaterze tworzyw sztucznych. Jest znany ze swojej niesamowitej wytrzymałości i trwałości, dzięki czemu idealnie nadaje się do wymagających zastosowań.
Rysunek 7 źródło: 3dnatives.com
Jedną z supermocy komputerów PC jest ich zdolność do wytrzymywania wysokich temperatur bez utraty integralności strukturalnej. Bez problemu wytrzymuje temperaturę do 150°C. Dlatego jest to najlepszy wybór w przypadku części narażonych na działanie ciepła.
Ale tutaj jest haczyk: praca z komputerem PC może być nieco wybredna. Jest bardzo wrażliwy na wilgoć, dlatego należy go przechowywać w suchym pomieszczeniu. Wydrukowanie tego wymaga również drukarki 3D z mięśniami, aby osiągnąć tak wysokie temperatury.
Plusy:
- Niesamowicie mocny i odporny na uderzenia.
- Przezroczyste, jak przezroczyste szkło.
- Radzi sobie z wysokimi temperaturami.
- Dobry do twardych i trwałych części.
Cons:
- Nie lubi wilgoci, musi pozostać suchy.
- Wymaga gorącej drukarki 3D.
- Podczas drukowania może powodować bałagan i wilgoć.
- Nie jest to najlepszy wybór dla początkujących.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Zwykle pomiędzy 260-310°C.
- Podgrzewane łóżko: Będziesz go potrzebować, ustawionego na około 80-120°C.
- Obudowa: Pomaga utrzymać temperaturę i zmniejszyć wypaczenia.
- Dysza: Dysza ze stali hartowanej to dobry pomysł na długowieczność.
Najlepsze praktyki:
- Utrzymuj włókno PC w suchości, aby uniknąć problemów z drukowaniem.
- Użyj obudowy do kontrolowania temperatury.
- Poeksperymentuj z ustawieniami drukarki, aby zmniejszyć wyciekanie.
- Rozważ wymianę na dyszę ze stali hartowanej.
- Bądź cierpliwy, ponieważ praca z komputerem PC może być nieco trudna.
PEEK (polieteroeteroketon)
Charakterystyka:
PEEK, czyli Polyether Ether Ketone, to superwydajny materiał do drukowania 3D. Przypomina superbohatera tworzyw sztucznych, ale jest też nieco tajemniczy, ponieważ nie jest tak powszechnie używany jak inne materiały.
Rysunek 8 źródło: 3dnatives.com
Tym, co czyni PEEK wyjątkowym, jest jego odporność na ekstremalne warunki. Jest w stanie wytrzymać bardzo wysokie temperatury, chemikalia, a nawet promieniowanie. Dlatego jest często stosowany w branżach takich jak lotnictwo i medycyna.
Jednak praca z PEEK jest nieco trudna. Potrzebuje drukarki 3D, która może osiągnąć niewiarygodnie wysokie temperatury, a nie jest to najłatwiejszy materiał dla początkujących. Poza tym jest dość drogi.
Plusy:
- Może wytrzymać ekstremalne temperatury i agresywne chemikalia.
- Stosowane w branżach, w których kluczowa jest wysoka wydajność.
- Doskonale nadaje się do zastosowań, w których trwałość i odporność są istotne.
- Można go sterylizować, dzięki czemu nadaje się do użytku medycznego.
Cons:
- Wymaga specjalistycznej wysokotemperaturowej drukarki 3D.
- Nie jest przyjazny dla początkujących ze względu na złożoność.
- Drogie w porównaniu do innych materiałów.
- Ograniczona dostępność i wybór kolorów.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Niezwykle wysoka, często około 360-400°C.
- Podgrzewane łóżko: Absolutnie konieczne, ustawione na około 120-150°C.
- Obudowa: Ważne dla utrzymania kontrolowanego środowiska.
- Dysza: wymaga dyszy o bardzo wysokiej temperaturze.
Najlepsze praktyki:
- Użyj drukarki zaprojektowanej dla PEEK z doskonałą kontrolą temperatury.
- Należy zapewnić dobrą wentylację obszaru drukowania ze względu na potencjalne opary.
- Przygotuj się na stromą krzywą uczenia się, szczególnie jeśli dopiero zaczynasz przygodę z drukiem 3D.
- Weź pod uwagę koszty, ponieważ PEEK może być drogi.
- Stosuj PEEK wyłącznie w projektach wymagających jego wyjątkowych właściwości.
PEI (polieteroimid)
Charakterystyka:
PEI, czyli polieteroimid, to zaawansowany materiał termoplastyczny znany ze swoich wyjątkowych właściwości termicznych i mechanicznych. Oferuje unikalne połączenie wysokiej wytrzymałości, odporności na ciepło i odporności chemicznej, co czyni go preferowanym wyborem w przypadku wymagających zastosowań inżynieryjnych. PEI należy do rodziny amorficznych tworzyw termoplastycznych, co oznacza, że ma niekrystaliczną strukturę, co przyczynia się do jego wyjątkowych właściwości.

Rysunek 9 źródło: 3dnatives.com
Jedną z kluczowych cech PEI jest jego zdolność do wytrzymywania wysokich temperatur bez deformacji lub utraty wytrzymałości mechanicznej. Ma wysoką temperaturę zeszklenia (Tg) wynoszącą około 217°C, co oznacza, że pozostaje stabilny i sztywny w podwyższonych temperaturach. To sprawia, że PEI nadaje się do zastosowań, w których problemem jest narażenie na ciepło.
PEI charakteryzuje się również doskonałą stabilnością wymiarową, niską absorpcją wilgoci oraz odpornością na chemikalia i rozpuszczalniki. Ma niski poziom odgazowania, dzięki czemu nadaje się do stosowania w przemyśle lotniczym i elektronicznym, gdzie należy zminimalizować zanieczyszczenie.
Plusy:
- Wyjątkowa odporność na ciepło, zachowująca integralność strukturalną w wysokich temperaturach.
- Wysoka wytrzymałość i sztywność, odpowiednia do elementów nośnych.
- Doskonała stabilność wymiarowa, zapewniająca częściom zachowanie kształtu.
- Odporność na chemikalia, rozpuszczalniki i czynniki środowiskowe.
- Niska absorpcja wilgoci, minimalizująca wpływ wilgoci.
Cons:
- Wymaga wysokich temperatur wytłaczania, co może ograniczać kompatybilność z niektórymi drukarkami 3D.
- Nie tak szeroko dostępne jak standardowe tworzywa termoplastyczne, takie jak PLA i ABS.
- Drukowanie jest trudniejsze i często wymaga zamkniętego środowiska konstrukcyjnego.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 360-400°C.
- Podgrzewany stół: wymagany, ustawiony na około 120-150°C.
- Obudowa: Niezbędna do utrzymania kontrolowanego środowiska drukowania.
- Dysza: Zalecana dysza ze stali hartowanej w celu zwiększenia trwałości.
Najlepsze praktyki:
- Użyj zamkniętej drukarki 3D z podgrzewaną komorą roboczą, aby zapobiec wypaczeniu i zapewnić spójne warunki drukowania.
- Przestrzegaj zalecanych przez producenta ustawień drukowania dla PEI.
- Zapewnij odpowiednią przyczepność podłoża, używając materiałów takich jak arkusze PEI lub taśma Kapton.
- Z włóknem PEI należy obchodzić się ostrożnie i przechowywać go w suchym środowisku, aby zapobiec wchłanianiu wilgoci.
- Przygotuj się na długą naukę podczas pracy z PEI ze względu na wysokie temperatury drukowania i specyficzne wymagania.
PPSU (polifenylosulfon)
Charakterystyka:
PPSU, czyli polifenylosulfon, to zaawansowany materiał termoplastyczny znany ze swojej wyjątkowej odporności chemicznej i działania w wysokich temperaturach. Należy do rodziny amorficznych tworzyw termoplastycznych i charakteryzuje się niekrystaliczną strukturą, co nadaje mu unikalny zestaw właściwości. PPSU słynie ze swojej zdolności do utrzymywania integralności strukturalnej w podwyższonych temperaturach i trudnych warunkach chemicznych.
Jedną z kluczowych cech PPSU jest jego wyjątkowa odporność chemiczna. Może wytrzymać ekspozycję na szeroką gamę chemikaliów, kwasów i rozpuszczalników bez znaczącej degradacji. Ta właściwość sprawia, że PPSU nadaje się do zastosowań, w których części mają kontakt z agresywnymi substancjami.
PPSU ma również wysoką temperaturę zeszklenia (Tg), wynoszącą około 220°C, co czyni go wysoce odpornym na ciepło. Może zachować swoje właściwości mechaniczne nawet w temperaturach bliskich Tg, co jest niezbędne w zastosowaniach wymagających podwyższonych temperatur.
Oprócz odporności chemicznej i cieplnej PPSU wykazuje doskonałą stabilność wymiarową i niską absorpcję wilgoci. Jest również znany ze swoich właściwości zmniejszających palność, dzięki czemu nadaje się do zastosowań o rygorystycznych wymaganiach bezpieczeństwa przeciwpożarowego.
Plusy:
- Wyjątkowa odporność chemiczna, odpowiednia do narażenia na działanie substancji agresywnych.
- Wydajność w wysokich temperaturach, utrzymanie integralności strukturalnej w podwyższonych temperaturach.
- Właściwości zmniejszające palność, przyczyniające się do bezpieczeństwa w niektórych zastosowaniach.
- Doskonała stabilność wymiarowa i niska absorpcja wilgoci.
- Wysoka udarność i wytrzymałość.
Cons:
- Wymaga wysokich temperatur wytłaczania, co może ograniczać kompatybilność z niektórymi drukarkami 3D.
- Mniej powszechne i droższe w porównaniu do standardowych tworzyw termoplastycznych.
- Wymaga specyficznych warunków drukowania i sprzętu ze względu na wysokie temperatury drukowania.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 360-400°C.
- Podgrzewany stół: wymagany, ustawiony na około 120-150°C.
- Obudowa: Niezbędna do utrzymania kontrolowanego środowiska drukowania.
- Dysza: Zalecana dysza ze stali hartowanej w celu zwiększenia trwałości.
Najlepsze praktyki:
- Użyj zamkniętej drukarki 3D z podgrzewaną komorą roboczą, aby zapobiec wypaczeniu i zapewnić spójne warunki drukowania.
- Przestrzegaj zalecanych przez producenta ustawień drukowania dla PPSU.
- Zapewnij odpowiednią przyczepność podłoża, używając materiałów takich jak arkusze PEI lub taśma Kapton.
- Z włóknem PPSU należy obchodzić się ostrożnie i przechowywać go w suchym środowisku, aby zapobiec wchłanianiu wilgoci.
- Przygotuj się na długą naukę podczas pracy z PPSU ze względu na wysokie temperatury drukowania i specyficzne wymagania.
PMMA (polimetakrylan metylu)
Charakterystyka:
PMMA, czyli polimetakrylan metylu, to przezroczysty materiał termoplastyczny znany z doskonałej przejrzystości optycznej i odporności na promieniowanie UV. Powszechnie określa się je mianem szkła akrylowego lub akrylowego ze względu na jego wygląd przypominający szkło. PMMA jest szeroko stosowany w zastosowaniach, w których przezroczystość i właściwości optyczne mają kluczowe znaczenie, takich jak soczewki optyczne, oznakowanie i przeszklenia architektoniczne.
Jedną z kluczowych cech PMMA jest jego przejrzystość optyczna. Pozwala na transmisję światła przy minimalnych zniekształceniach, dzięki czemu jest idealnym materiałem do zastosowań wymagających przejrzystości. PMMA ma wysoki współczynnik załamania światła, podobny do szkła, co wpływa na jego właściwości optyczne.
PMMA jest również wysoce odporny na promieniowanie UV, co oznacza, że nie żółknie ani nie ulega degradacji pod wpływem światła słonecznego. Ta stabilność UV sprawia, że nadaje się do zastosowań zewnętrznych i zapewnia długotrwałe właściwości optyczne.
Pod względem właściwości mechanicznych PMMA jest stosunkowo sztywny i ma dobrą odporność na uderzenia, ale nie jest tak wytrzymały jak niektóre inne konstrukcyjne tworzywa termoplastyczne. Ma niższą odporność na ciepło w porównaniu do materiałów takich jak poliwęglan, więc może nie nadawać się do zastosowań wysokotemperaturowych.
Plusy:
- Doskonała przejrzystość optyczna, idealna do zastosowań przezroczystych.
- Odporny na promieniowanie UV, nie żółknie i nie ulega degradacji pod wpływem światła słonecznego.
- Lekki i łatwy w obróbce, dzięki czemu jest wszechstronny do różnych projektów.
- Dobra odporność na uderzenia i wytrzymałość.
- Szeroka dostępność i przystępna cena.
Cons:
- Niższa odporność na ciepło w porównaniu do niektórych innych tworzyw termoplastycznych.
- Podatny na zarysowania i może wymagać dodatkowych powłok w celu zapewnienia trwałości.
- Ograniczona odporność chemiczna, podatność na niektóre rozpuszczalniki.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 220-240°C.
- Podgrzewane łóżko: opcjonalne, ale może pomóc w przyczepności łóżka.
- Załącznik: Nie jest wymagany do standardowego druku.
- Dysza: Odpowiednia jest standardowa dysza mosiężna.
Najlepsze praktyki:
- Podczas drukowania 3D z PMMA upewnij się, że stół drukujący jest wypoziomowany i odpowiednio skalibrowany, aby uniknąć problemów z pierwszą warstwą.
- Aby poprawić przyczepność podłoża, użyj odpowiedniego kleju lub powierzchni podłoża, takiej jak taśma malarska lub arkusz PEI.
- Rozważ techniki obróbki końcowej, takie jak polerowanie lub powlekanie, aby zwiększyć przejrzystość optyczną i odporność na zarysowania końcowej części.
- Należy zachować ostrożność podczas stosowania niektórych rozpuszczalników i substancji chemicznych w pobliżu PMMA, ponieważ może on być podatny na uszkodzenia.
- Eksperymentuj z ustawieniami drukowania, aby zoptymalizować równowagę między przezroczystością a wytrzymałością mechaniczną, ponieważ wyższe temperatury mogą wpływać na właściwości optyczne.
Materiały kompozytowe
Materiały kompozytowe do druku 3D, takie jak włókno drzewne, łączą tradycyjne tworzywa sztuczne z dodatkami, takimi jak cząsteczki drewna, oferując unikalne wykończenia i właściwości przy jednoczesnym zachowaniu możliwości drukowania.
Filamenty wypełnione drewnem
Charakterystyka:
Włókna wypełnione drewnem zazwyczaj składają się z około 30% cząstek drewna, chociaż ten stosunek może się różnić w zależności od marki. Te drobno szlifowane elementy drewniane nadają wydrukowanym w 3D elementom wygląd i fakturę prawdziwego drewna. Filament jest mniej ścierny w porównaniu do niektórych innych włókien kompozytowych, co ułatwia czyszczenie dyszy drukarki 3D.
Jedną z kluczowych cech włókien wypełnionych drewnem jest ich naturalny wygląd. Wydrukowane obiekty wykazują fakturę i kolory przypominające drewno, tworząc rustykalny i organiczny charakter. Należy pamiętać, że nie wszystkie włókna oznaczone jako „drewno” zawierają rzeczywiste cząsteczki drewna, dlatego sprawdź specyfikację produktu, aby uzyskać dokładny skład.
Plusy:
- Estetyczne wykończenie o fakturze drewna.
- Nie wymaga specjalistycznych dysz ani hotendów.
- Przyjemny i aromatyczny zapach podczas drukowania.
- Nadaje się do części dekoracyjnych i funkcjonalnych.
- Łatwiejszy w obróbce końcowej w porównaniu do niektórych innych kompozytów.
Cons:
- Podatny na zaciągnięcia, co może wymagać czyszczenia po wydrukowaniu.
- Mniejsze dysze mogą z czasem zatykać się cząsteczkami drewna.
- W celu zapewnienia płynniejszego drukowania może być wymagany większy rozmiar dyszy.
- Mniej mocne i odporne na ciepło niż czyste tworzywa termoplastyczne.
- Wrażliwość na wilgoć może mieć wpływ na jakość druku.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 190-220°C.
- Podgrzewane łóżko: opcjonalne, ale może poprawić przyczepność łóżka.
- Chłodzenie: Aby zapobiec przegrzaniu, wymagany jest częściowo wentylator chłodzący.
Najlepsze praktyki:
- Eksperymentuj z różnymi temperaturami wytłaczarki, aby uzyskać pożądane kolory i tekstury na powierzchni drukowanej części.
- Dostosuj temperatury dla różnych warstw, aby stworzyć realistyczne wzory słojów.
- Wykorzystaj zdolność drewna do ukrywania linii warstw i używaj warstw o większej wysokości w przypadku prostych kształtów.
- Wydrukowane części należy poddać obróbce końcowej za pomocą standardowego papieru ściernego do drewna, aby jeszcze bardziej udoskonalić wykończenie powierzchni.
Filamenty wypełnione metalem
Charakterystyka:
Filamenty wypełnione metalem wyróżniają się dużą wagą i metalicznym wykończeniem. Osiągają to poprzez włączenie drobnego proszku metalicznego do składu włókien. Procent proszku metalicznego może się różnić w zależności od producenta, ale powoduje, że drukowane części są znacznie cięższe w porównaniu do tych wykonanych ze standardowych tworzyw sztucznych.
Włókna te mogą naśladować wygląd prawdziwego metalu, co czyni je idealnymi do zastosowań, w których ważna jest estetyka i waga. Ważne jest, aby odróżnić prawdziwe włókna wypełnione metalem od tych z dodatkiem metalicznego barwnika, ponieważ te pierwsze zapewniają realistyczną metaliczną wagę i wrażenie.
Plusy:
- Estetyczne, metaliczne wykończenie.
- Nie ma potrzeby stosowania wytłaczarek wysokotemperaturowych.
- Części drukowane są cięższe i sprawiają wrażenie znacznych.
- Nadaje się do części dekoracyjnych i funkcjonalnych.
- Oferuje unikalne efekty teksturalne i wizualne.
Cons:
- Wymaga dyszy odpornej na zużycie ze względu na właściwości ścierne.
- Części drukowane są zwykle kruche i mogą nie wytrzymywać dużych obciążeń.
- Słaba wydajność mostkowania i zwisu.
- Z biegiem czasu może powodować częściowe zatkanie z powodu cząstek metalu.
- Generalnie droższe niż standardowe włókna.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 190-220°C.
- Podgrzewane łóżko: opcjonalne, w zależności od materiału podstawowego.
- Chłodzenie: Częściowy wentylator chłodzący nie jest wymagany.
Filamenty wypełnione włóknem węglowym
Charakterystyka:
Filamenty wypełnione włóknem węglowym są cenione za imponujący stosunek wytrzymałości do masy. Dodatek włókien węglowych dodaje wyjątkowej sztywności, dzięki czemu drukowane części są mocne i wytrzymałe. Wykazują minimalną elastyczność, co jest korzystne w przypadku komponentów wymagających stabilności i integralności strukturalnej.
Włókna te często mają matowy czarny wygląd, co podkreśla charakterystyczną teksturę włókna węglowego. To połączenie wytrzymałości i estetyki sprawia, że nadają się do szerokiej gamy wydruków inżynieryjnych i funkcjonalnych.
Plusy:
- Wyjątkowa wytrzymałość i sztywność.
- Lekkie, ale wytrzymałe nadruki.
- Zmniejszona elastyczność i deformacja pod obciążeniem.
- Zwiększona odporność na ciepło.
- Doskonała stabilność wymiarowa.
- Atrakcyjne wizualnie, matowe czarne wykończenie.
Cons:
- Wymaga dyszy odpornej na zużycie ze względu na właściwości ścierne.
- Podatny na nitkowanie podczas drukowania.
- Wyższy koszt w porównaniu do standardowych włókien.
- Drukowanie może być trudne dla początkujących.
- Nie nadaje się do zastosowań wymagających elastyczności.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 230-260°C.
- Podgrzewane łóżko: opcjonalne, ale zalecane dla lepszej przyczepności.
- Chłodzenie: W celu ograniczenia powstawania sznurków może być wymagany częściowy wentylator chłodzący.
Filamenty świecące w ciemności
Charakterystyka:
Włókna świecące w ciemności wyróżniają się zdolnością do pochłaniania i magazynowania energii świetlnej pod wpływem źródła światła, niezależnie od tego, czy jest to naturalne światło słoneczne, czy sztuczne oświetlenie. Po usunięciu źródła światła włókna te powoli uwalniają zmagazynowaną energię w postaci delikatnego blasku, tworząc zniewalający i eteryczny efekt.
Filamenty te są dostępne w różnych kolorach, przy czym najpopularniejszym wyborem jest zielony i niebieski. Można je wykorzystywać do szerokiej gamy kreatywnych zastosowań, w tym do zabawek, dekoracji i oznakowań bezpieczeństwa.
Plusy:
- Wyjątkowy i przyciągający wzrok efekt luminescencyjny.
- Do świecenia nie jest wymagane żadne zewnętrzne źródło zasilania.
- Zabawne i kreatywne w projektach dekoracyjnych i artystycznych.
- Dostępne w wielu kolorach do personalizacji.
Cons:
- Ograniczone właściwości mechaniczne i funkcjonalne.
- Intensywność i czas świecenia różnią się w zależności od marki i rodzaju żarnika.
- Ustawienia drukowania mogą wymagać dostosowania w celu uzyskania optymalnych wyników.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 190-220°C.
- Podgrzewany stół: Nie jest wymagany w przypadku większości wydruków.
- Chłodzenie: Można zastosować standardowe ustawienia wentylatora chłodzącego.
Filamenty wypełnione szkłem
Charakterystyka:
Filamenty wypełnione szkłem wnoszą wyjątkowe połączenie wytrzymałości i przejrzystości do świata druku 3D. Włókna te zawierają drobno zmielone włókna szklane w materiale bazowym, co pozwala uzyskać wydruki łączące przejrzystość szkła z ulepszonymi właściwościami mechanicznymi. Przyjrzyjmy się cechom, zaletom i rozważaniom dotyczącym włókien szklanych:
Przezroczystość: Wydruki mają wygląd półprzezroczysty lub półprzezroczysty, co pozwala na przenikanie światła z efektem rozproszonym.
Zwiększona wytrzymałość: Dodatek włókien szklanych znacznie zwiększa wytrzymałość mechaniczną i sztywność wydruków.
Stabilność wymiarowa: Włókna szklane zmniejszają wypaczenia i kurczenie się podczas drukowania, co zapewnia dokładniejsze i stabilne wydruki.
Włókna te nadają się do szerokiego zakresu zastosowań, w tym do rozpraszaczy światła, rzeźb artystycznych i części funkcjonalnych, które wymagają zarówno wytrzymałości, jak i estetyki.
Plusy:
- Przezroczystość: Unikalna możliwość tworzenia wydruków przezroczystych lub półprzezroczystych.
- Zwiększona wytrzymałość: wydruki są znacznie mocniejsze i sztywniejsze niż standardowe włókna.
- Dokładność wymiarowa: zmniejszone wypaczenie i skurcz w celu uzyskania precyzyjnych wydruków.
Cons:
- Materiał ścierny: Włókna wypełnione szkłem mogą przyspieszać zużycie dyszy, co wymaga dyszy odpornej na zużycie.
- Drukowalność: wymaga wyższych temperatur drukowania i przestrzegania wytycznych dotyczących drukowania, aby uzyskać optymalne rezultaty.
- Koszt: Generalnie droższe niż standardowe włókna.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 230-260°C.
- Podgrzewane łóżko: Zalecane, przy temperaturze złoża w zakresie 70-100°C.
- Dysza: Zaleca się stosowanie dyszy odpornej na zużycie, najlepiej ze stali hartowanej, ze względu na ścierny charakter włókien szklanych.
- Chłodzenie: Można zastosować ustawienia wentylatora chłodzącego część w zależności od konkretnego składu włókna.
Materiały pomocnicze
Materiały pomocnicze, takie jak PVA (alkohol poliwinylowy), są rozpuszczalne w wodzie, co czyni je idealnymi do złożonych projektów drukowania 3D, ponieważ można je łatwo rozpuścić, pozostawiając czyste, wysokiej jakości wykończenie drukowanego obiektu.
PVA (alkohol poliwinylowy).
W świecie druku 3D tworzenie skomplikowanych projektów i skomplikowanych geometrii często wymaga konstrukcji wsporczych. PVA, czyli alkohol poliwinylowy, to materiał nośny specjalnie zaprojektowany, aby ułatwić usuwanie tych struktur. Przyjrzyjmy się cechom, zaletom i rozważaniom dotyczącym stosowania PVA jako materiału nośnego:
Charakterystyka:
PVA jest znany z następujących właściwości:
Rozpuszczalność w wodzie: PVA jest dobrze rozpuszczalny w wodzie, co czyni go idealnym materiałem nośnym, który można łatwo rozpuścić bez uszkadzania głównego druku.
Odporność na zmęczenie: Wykazuje odporność na zmęczenie, dzięki czemu nadaje się do zastosowań wymagających elastyczności i trwałości.
Elastyczność: PVA jest półelastyczny, co pozwala na obsługę złożonych zwisów i skomplikowanych szczegółów bez uszczerbku dla integralności druku.

Rysunek 10 Źródło: simple3d.com
Materiał nośny PVA jest powszechnie używany w połączeniu z drukarkami 3D z podwójną wytłaczarką, gdzie jedna wytłaczarka drukuje główny model z żądanego materiału, podczas gdy druga wytłaczarka osadza PVA jako podporę.
Plusy:
- Rozpuszczalność: PVA można łatwo rozpuścić w wodzie, pozostawiając główny wydruk bez uszkodzeń.
- Odporność na zmęczenie: Nadaje się do części wymagających zarówno elastyczności, jak i wytrzymałości.
- Brak dodatkowego sprzętu: W przeciwieństwie do niektórych materiałów pomocniczych, PVA nie wymaga specjalnych rozpuszczalników ani dodatkowego sprzętu.
Cons:
- Wrażliwość na wilgoć: PVA jest bardzo wrażliwy na wilgoć i należy go przechowywać w hermetycznych pojemnikach, aby zapobiec degradacji.
- Opary: Chociaż sam PVA nie wydziela silnych zapachów, podczas procesu drukowania mogą powstawać opary, dlatego zaleca się odpowiednią wentylację.
- Ryzyko zatkania: Jeśli dysza pozostanie gorąca bez wytłaczania, PVA może z czasem potencjalnie spowodować zatkanie.
- Koszt: PVA może być stosunkowo drogi w porównaniu do standardowych włókien.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 185-200°C.
- Podgrzewane łóżko: Opcjonalne, ale podgrzewane łóżko w temperaturze 45-60°C może poprawić przyczepność.
- Chłodzenie: Do skutecznego usuwania podpór PVA wymagany jest częściowo wentylator chłodzący.
Najlepsze praktyki:
- W konfiguracjach z wieloma wytłaczarkami schładzanie hotendu PVA w czasie przestoju może zapobiec wyciekaniu i zatykaniu.
- Ustawienie górnej odległości separacji nośnika na zero warstw może prowadzić do lepszego wykończenia powierzchni, ponieważ PVA zostanie rozpuszczony.
- Rozważ eksperymentowanie z różnymi temperaturami, aby zoptymalizować przyczepność i rozpuszczalność PVA.
HIPS (polistyren wysokoudarowy)
Jeśli chodzi o druk 3D, konstrukcje wsporcze odgrywają kluczową rolę w tworzeniu skomplikowanych projektów i złożonych geometrii. Polistyren wysokoudarowy (HIPS) to wszechstronny materiał nośny, który oferuje wyjątkowe zalety. W tej sekcji omówimy cechy, zalety i wady stosowania HIPS jako materiału pomocniczego:
Charakterystyka:
HIPS posiada następujące kluczowe cechy:
- Rozpuszczalność: HIPS jest rozpuszczalny w Limonenie, rozpuszczalniku na bazie cytrusów. Rozpuszczalność ta pozwala na łatwe usuwanie struktur nośnych bez uszkadzania druku głównego.
- Kompatybilność: Jest kompatybilny z różnymi materiałami do druku 3D, w tym z ABS (akrylonitryl-butadien-styren).
- Sztywność: HIPS jest stosunkowo sztywny i zapewnia wsparcie dla zwisów i skomplikowanych kształtów.
HIPS jest często używany w drukarkach 3D z podwójną wytłaczarką obok ABS. Podczas gdy ABS jest głównym materiałem w modelu, HIPS jest stosowany w konstrukcjach wsporczych.
Plusy:
- Rozpuszczalność: HIPS można rozpuścić w Limonenie, nietoksycznym rozpuszczalniku, dzięki czemu usuwanie podpór jest bezproblemowe.
- Kompatybilność: Można go łączyć z ABS, dzięki czemu nadaje się do zastosowań wymagających właściwości obu materiałów.
- Sztywność: HIPS zapewnia dobrą sztywność, dzięki czemu skutecznie wspiera zwisy i złożone geometrie.
Cons:
- Wentylacja: Stosowanie limonenu do rozpuszczania HIPS może powodować powstawanie silnego zapachu cytrusów, dlatego zaleca się odpowiednią wentylację.
- Temperatura wytłaczarki: Drukowanie HIPS zazwyczaj wymaga wyższych temperatur wytłaczarki w porównaniu do PLA, co może zwiększać zużycie energii.
- Przechowywanie: Podobnie jak inne włókna, HIPS jest wrażliwy na wilgoć i powinien być przechowywany w suchym środowisku.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Ogólnie pomiędzy 220-260°C.
- Podgrzewane łóżko: zalecane, w temperaturach od 100-110°C.
- Chłodzenie: Częściowy wentylator chłodzący zazwyczaj nie jest wymagany podczas drukowania w systemie HIPS.
Najlepsze praktyki:
- Użyj drukarki 3D z podwójną wytłaczarką z HIPS jako materiałem nośnym i kompatybilnym materiałem, takim jak ABS, jako głównym żarnikiem.
- Drukując złożone modele z obsługą HIPS, upewnij się, że drukarka wytrzyma wyższe temperatury wymagane dla obu materiałów.
- Po wydrukowaniu zanurz obiekt w Limonenie, aby rozpuścić podpory HIPS, pozostawiając główny model nienaruszony.
Włókna przewodzące
Włókna przewodzące, wzbogacone materiałami takimi jak węgiel lub metal, umożliwiają drukowanie 3D obiektów o przewodności elektrycznej, otwierając innowacyjne zastosowania w elektronice i technologii czujników.
Charakterystyka:
Włókna przewodzące są produkowane z materiałów przewodzących, takich jak włókno węglowe lub grafen. Umożliwiają tworzenie wydruków 3D z przewodnością elektryczną. Włókna te są zwykle używane w projektach obejmujących obwody, czujniki lub technologie do noszenia.
Włókna przewodzące są produkowane z materiałów przewodzących, takich jak włókno węglowe lub grafen. Umożliwiają tworzenie wydruków 3D z przewodnością elektryczną. Włókna te są zwykle używane w projektach obejmujących obwody, czujniki lub technologie do noszenia.
Plusy:
- Przewodność elektryczna: Włókna przewodzące umożliwiają tworzenie funkcjonalnych elementów elektronicznych w wydrukach 3D.
- Wszechstronność: Można je łączyć z innymi materiałami w celu uzyskania określonych właściwości elektrycznych.
- Prototypowanie: Idealny do szybkiego prototypowania urządzeń elektronicznych.
Cons:
- Ograniczona izolacja: Włókna przewodzące mają słabe właściwości izolacyjne i należy ich używać ostrożnie.
- Ustawienia drukowania: Wymagają dostosowania ustawień drukowania w celu utrzymania przewodności elektrycznej.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 200-260°C.
- Wypełnienie przewodzące: Zapewnij dobrej jakości przewodzący materiał wypełniający.
- Powierzchnia druku: Można zastosować różne powierzchnie druku, w zależności od materiału bazowego.
Najlepsze praktyki:
- Precyzyjne drukowanie: zachowaj dobrą kontrolę nad wytłaczaniem, aby uzyskać dokładne obwody.
- Projekt obwodu: Przed drukowaniem dokładnie zaplanuj układ obwodu i połączenia.
- Obróbka końcowa: wydruki przewodzące mogą wymagać etapów obróbki końcowej, takich jak lutowanie, w celu zapewnienia niezawodnych połączeń.
Filamenty magnetyczne
Włókna magnetyczne zawierające żelazo lub inne cząstki magnetyczne umożliwiają drukowanie 3D obiektów o właściwościach magnetycznych, odpowiednich do zastosowań takich jak niestandardowe magnesy, czujniki i modele edukacyjne.
Charakterystyka:
Włókna magnetyczne zawierają cząsteczki żelaza, dzięki którym reagują na magnesy. Często wykorzystywane są do tworzenia zamknięć magnetycznych, modeli edukacyjnych czy interaktywnych prototypów.
Plusy:
- Właściwości magnetyczne: Te włókna reagują na magnesy, dodając interaktywne elementy do wydruków.
- Edukacyjne: Idealny do tworzenia modeli edukacyjnych i demonstracji.
- Wszechstronność: Można go używać do różnych kreatywnych i funkcjonalnych zastosowań.
Cons:
- Ustawienia drukowania: W celu optymalizacji właściwości magnetycznych może być konieczna zmiana ustawień drukowania.
- Ograniczona wytrzymałość: Włókna magnetyczne mogą nie być tak mocne jak materiały standardowe.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 190-220°C.
- Właściwości magnetyczne: Upewnij się, że włókno zawiera cząsteczki żelaza odpowiedzialne za magnetyzm.
Najlepsze praktyki:
- Orientacja druku: Eksperymentuj z orientacją druku, aby uzyskać pożądane efekty magnetyczne.
- Wyrównanie warstw: Dokładnie wyrównaj warstwy, aby zoptymalizować siłę magnetyczną.
- Bezpieczeństwo: Trzymaj małe magnesy i wydruki magnetyczne z dala od dzieci i wrażliwych urządzeń elektronicznych.
Filamenty odporne na temperaturę
Filamenty odporne na temperaturę są zaprojektowane tak, aby wytrzymywać ekstremalne temperatury, dzięki czemu idealnie nadają się do drukowania obiektów wymagających dużej stabilności termicznej, takich jak części do elektroniki, komponenty samochodowe i osprzęt żaroodporny.
Charakterystyka:
Włókna odporne na temperaturę zostały zaprojektowane tak, aby wytrzymywały wysokie temperatury bez deformacji lub utraty integralności strukturalnej. Idealnie nadają się do zastosowań narażonych na działanie ekstremalnych temperatur, takich jak części samochodowe, przybory kuchenne i komponenty przemysłowe.
Plusy:
- Wysoka odporność na ciepło: Włókna te wytrzymują temperatury znacznie wyższe od temperatur odpowiednich dla standardowych materiałów.
- Stabilność mechaniczna: Utrzymują swoje właściwości fizyczne w podwyższonych temperaturach.
- Różnorodne zastosowania: Szeroko stosowane w gałęziach przemysłu wymagających części żaroodpornych.
Cons:
- Trudność drukowania: Drukowanie na włóknach odpornych na temperaturę może być wyzwaniem i może wymagać specjalistycznego sprzętu.
- Ograniczone opcje kolorów: mniej możliwości wyboru kolorów w porównaniu do standardowych włókien.
Wymagania sprzętowe:
- Temperatura wytłaczarki: Typowo pomiędzy 250-300°C.
- Podgrzewane łóżko: niezbędne dla właściwej przyczepności.
- Obudowa druku: Zamknięte przestrzenie do drukowania są korzystne dla kontroli temperatury.
Najlepsze praktyki:
- Drukuj powoli: Niższe prędkości drukowania pomagają zachować dokładność i zapobiegają wypaczeniom.
- Drukowanie w zamkniętej obudowie: Zapewnij stabilne, kontrolowane środowisko podczas drukowania.
- Odpowiednie chłodzenie: Prawidłowo zarządzaj chłodzeniem części, aby uniknąć przegrzania.
- Wybór materiału: Wybierz odpowiedni biokompatybilny polimer do konkretnego zastosowania medycznego.
- Precyzyjne drukowanie: zapewnia dokładne i precyzyjne wydruki modeli medycznych i implantów.
Często zadawane pytania dotyczące wyboru materiałów do druku 3D (FAQ)
Przy wyborze materiałów do druku 3D często zadawane pytania skupiają się nie tylko na ich właściwościach, takich jak wytrzymałość i odporność na temperaturę, ale także na tym, jak wybrać najlepszy materiał, aby odpowiadał konkretnym wymaganiom projektu.
Jakie są kluczowe czynniki, które należy wziąć pod uwagę przy wyborze materiału do druku 3D?
Wybierając materiał do druku 3D, należy wziąć pod uwagę takie czynniki, jak charakterystyka materiału, zamierzone zastosowanie, drukowalność, wymagania sprzętowe i ograniczenia budżetowe. Oceń konkretne potrzeby swojego projektu, aby dokonać świadomego wyboru.
Czy mogę używać tego samego sprzętu do wszystkich materiałów do drukowania 3D?
Nie, różne materiały mogą mieć różne wymagania sprzętowe. Czynniki takie jak temperatura wytłaczarki, podgrzewane łóżko i typ dyszy mogą się różnić. Bardzo ważne jest, aby upewnić się, że Twoja drukarka 3D jest zgodna z wymaganiami wybranego materiału.
Z jakiego materiału najłatwiej jest drukować 3D początkującym?
PLA (kwas polimlekowy) jest często zalecany dla początkujących ze względu na łatwość użycia, niską temperaturę druku i minimalne wypaczenia. To doskonały wybór do nauki podstaw druku 3D.
Które materiały nadają się do zastosowań wysokotemperaturowych?
Materiały takie jak ABS, poliwęglan (PC) i niektóre zaawansowane tworzywa termoplastyczne charakteryzują się odpornością na wysoką temperaturę, dzięki czemu nadają się do zastosowań wymagających ciepła lub narażenia na działanie podwyższonych temperatur.
Czy dostępne są ekologiczne materiały do druku 3D?
Tak, niektóre materiały przyjazne dla środowiska, takie jak PLA i biokompatybilne polimery, ulegają biodegradacji i są przyjazne dla środowiska. Materiały te idealnie nadają się do zrównoważonych projektów druku 3D.
Jakie środki ostrożności należy zachować podczas pracy z materiałami wydzielającymi opary podczas druku?
Materiały takie jak ABS wydzielają podczas drukowania opary o silnym zapachu. Koniecznie należy pracować w dobrze wentylowanym pomieszczeniu lub korzystać z drukarki 3D wyposażonej w system wentylacji ograniczający narażenie na opary.
Czy mogę mieszać różne materiały do druku 3D, aby stworzyć niestandardowe właściwości?
Chociaż możliwe jest eksperymentowanie z włóknami kompozytowymi, niezwykle ważne jest zrozumienie wymagań dotyczących kompatybilności i przetwarzania każdego materiału. Mieszanie materiałów może dać unikalne właściwości, ale wymaga starannego rozważenia.
Jak przechowywać materiały wrażliwe na wilgoć, takie jak nylon (poliamid) i PVA (alkohol poliwinylowy)?
Materiały wrażliwe na wilgoć należy przechowywać w szczelnych pojemnikach ze środkiem pochłaniającym wilgoć, aby zapobiec wchłanianiu wilgoci, co może mieć wpływ na jakość druku. Trzymaj je zamknięte, gdy nie są używane.
Jakie są korzyści ze stosowania materiałów pomocniczych, takich jak PVA i HIPS?
Materiały pomocnicze, takie jak PVA i HIPS, rozpuszczają się w wodzie lub limonenie, dzięki czemu idealnie nadają się do tworzenia skomplikowanych lub złożonych wydruków 3D z nawisami. Można je rozpuścić, pozostawiając czyste, szczegółowe obiekty.
Jak wybrać odpowiedni materiał do konkretnego projektu druku 3D?
Aby wybrać odpowiedni materiał, należy wziąć pod uwagę wymagania projektu, takie jak trwałość, elastyczność, odporność na temperaturę i inne. Oceń cechy i zalety/wady dostępnych materiałów, aby dopasować je do potrzeb Twojego projektu.
Czy mogę poddać recyklingowi materiały lub wydruki 3D?
Recykling materiałów i przedmiotów do drukowania 3D jest możliwy, ale może wymagać specjalistycznego sprzętu i procesów. Niektóre organizacje oferują programy recyklingu niektórych materiałów.
Czy istnieją jakieś środki ostrożności, które należy podjąć podczas drukowania 3D z różnych materiałów?
Tak, środki ostrożności różnią się w zależności od materiału. Podczas drukowania materiałów wydzielających opary należy zapewnić odpowiednią wentylację. Postępuj zgodnie z zaleceniami producenta dotyczącymi obsługi i przechowywania. Utrzymuj bezpieczne i zorganizowane miejsce pracy.
Wniosek
Podsumowując, wybór odpowiedniego materiału do druku 3D jest kluczowym krokiem w powodzeniu Twojego projektu. Każdy materiał oferuje unikalne właściwości, od łatwości użycia z PLA po odporność na wysoką temperaturę ABS i poliwęglanu. Dokonując wyboru, należy wziąć pod uwagę specyficzne wymagania projektu, takie jak wytrzymałość, elastyczność i odporność na temperaturę.
Pamiętaj, aby sprawdzić kompatybilność swojej drukarki 3D z wybranym materiałem i zastosować się do zalecanych wymagań sprzętowych. Bezpieczeństwo jest najważniejsze, szczególnie podczas pracy z materiałami wydzielającymi opary, dlatego należy zapewnić odpowiednią wentylację i środki ostrożności podczas obchodzenia się z materiałem.
Dzięki szerokiej gamie dostępnych materiałów, od standardowych tworzyw termoplastycznych po opcje eksperymentalne, masz elastyczność wcielania swoich pomysłów w druk 3D. Eksperymentuj, ucz się i wybieraj materiał, który najlepiej odpowiada Twoim potrzebom, niezależnie od tego, czy chodzi o zastosowania praktyczne, dzieła artystyczne, czy innowacyjne projekty. Miłego drukowania 3D!














