 United States (USD $)
United States (USD $)
 Российская (RUB ₽)
Российская (RUB ₽)
 Global (USD $)
Global (USD $)
Wyposażony w metalowy hotend, pierścień grzewczy CHC, wentylator chłodzący z pierścieniem 9500, wytłaczarkę o przełożeniu 5:1, kartę CAN z czujnikiem ADXL345, kabel CAN-BUS, szyny liniowe, oprogramowanie sprzętowe Klipper i konstrukcję obudowy, KLP1 miał na celu rób więcej. Drukowanie ABS jest już dostępne. Po otrzymaniu naszych najnowszych profili Orca Slicer możesz spróbować.

W tym poradniku dowiesz się jak wydrukować ABS za pomocą drukarki 3D KINGROON KLP1. Jeśli używasz pierwszej generacji, zaktualizuj ekstruder i najpierw zaktualizuj najnowszy obraz systemu.
Część 1 Co musisz przygotować
1. Po pierwsze. Skorzystaj z obudowy.
ABS jest wyraźnie trujący, musisz chronić siebie i swoją rodzinę. Należy zamknąć górną pokrywę i przednie drzwiczki drukarki KLP1 i umieścić drukarkę w pobliżu okna, aby szybko oczyścić toksyczne powietrze i umożliwić drukowanie ABS w wymaganej, stabilnej temperaturze. Idealnie byłoby, gdyby można było zainstalować wentylator wyciągowy, który będzie odprowadzał powietrze wewnętrzne.
Ponadto przy otwieraniu obudowy należy nosić maskę, toksyczne powietrze nie jest dobre dla zdrowia.
Użytkownicy KP3S Pro V2 mogą umieścić drukarkę w obudowie i wypróbować także ABS.
2. Sprawdź połączenia i okablowanie drukarki.
Ponieważ drukarka waży ponad 14 kg, trudno uniknąć uszkodzeń w transporcie lub innych powiązanych problemów. Chociaż opakowanie najnowszego KLP1 zostało znacznie ulepszone i zmniejszono uszkodzenia fizyczne, nadal konieczne jest sprawdzenie połączeń i okablowania w KLP1.
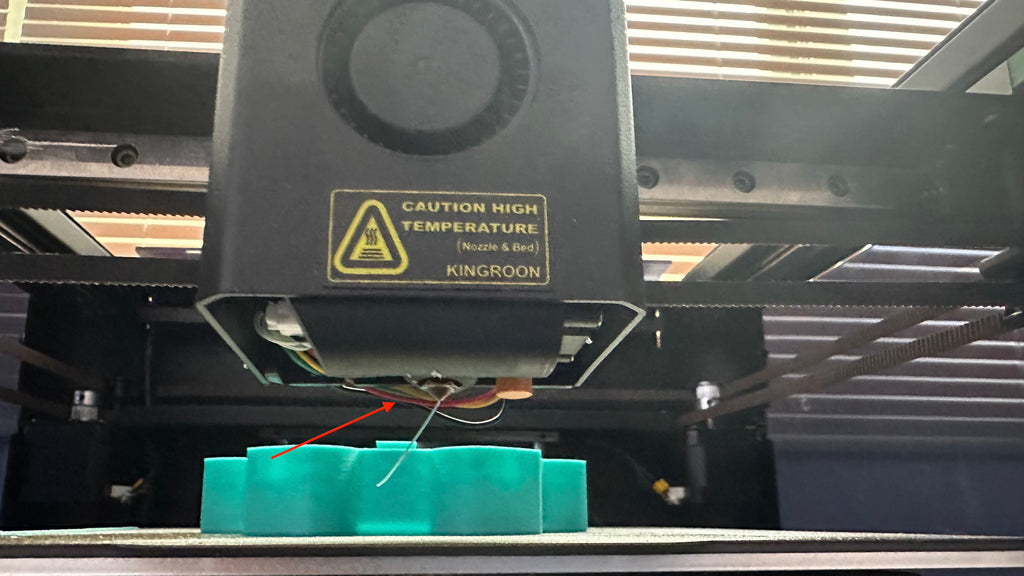
Przede wszystkim trzeba sprawdzić przewody silnika na ekstruderze, dobrze je ułożyć, żeby wydruki do nich nie sięgały. Następnie kabel THR, upewnij się, że jest dobrze podłączony.
3. Najpierw wydrukuj za pomocą PETG.
Jeśli wybierzesz bezpośrednio ABS, wkrótce poniesiesz porażkę. Oryginalny kanał wentylatora jest drukowany z PLA, nie daje to żadnych zmian w druku ABS. Najpierw musisz wydrukować za pomocą PETG. Kup sobie kanał wentylatora PETG i wymień go. Wtedy możesz iść. Kanał wentylatora PETG przetrwa nawet ty, nie zastąpisz go kanałem ABS.
Zdobądź PETG tutaj: https://kingroon.com/collections/petg-filament
Zdobądź ABS tutaj: https://kingroon.com/products/2kg-pack-abs-3d-printer-filament-fresh
4. Użyj kleju w sztyfcie lub płyty konstrukcyjnej o super przyczepności.
ABS łatwo się kurczy i powoduje problemy z owijaniem. Jest bardzo prawdopodobne, że spowoduje to nieudany wydruk i zniszczenie hotendu. Aby tego uniknąć, użyj kleju w sztyfcie na płycie roboczej.
Część 2 Jak to wydrukować
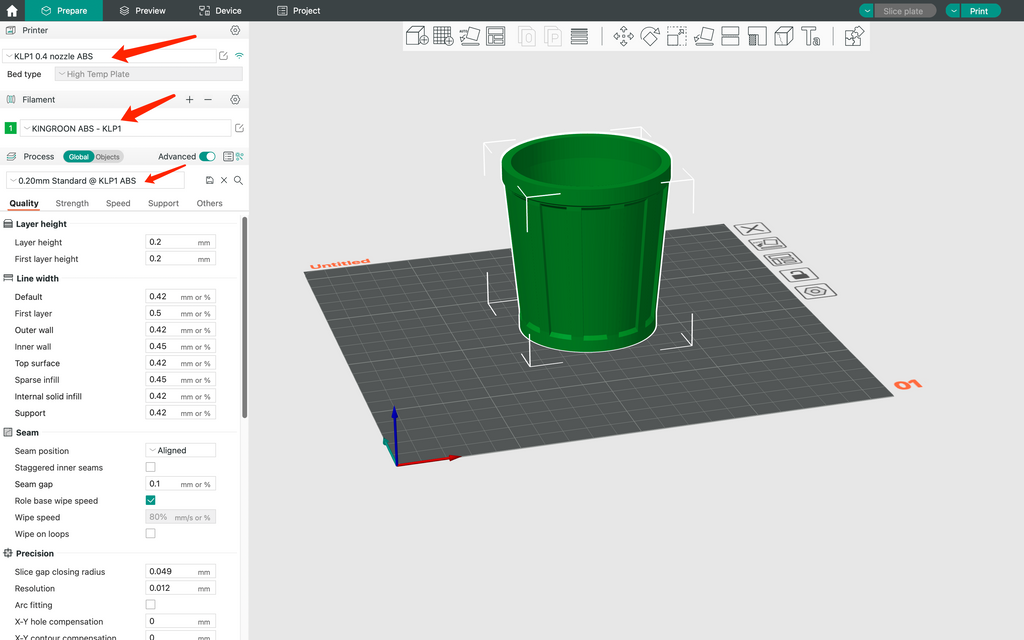
Pobierz i zaimportuj najnowszy profil z poniższego łącza, a następnie wybierz profil ABS. Jeśli używasz KINGROON ABS, po prostu pokrój go i wydrukuj bezpośrednio.
OrcaSlicer Korzystanie z KINGROON KP3S Pro V2 i KLP1/OrcaSlicer
Jeśli wydruki zachowują się inaczej lub używasz innego ABS, przeprowadź proces kalibracji Orca, jak pokazano w poniższym samouczku.
Kalibracja OrcaSlicer, ostatnia zagadka dla KINGROON KLP1 i KP3S Pro V2
Po zakończeniu procesu zaktualizowany profil powinien idealnie pasować do drukarki 3D KLP1 i materiału.
Jeśli bieżący kanał wentylatora jest wykonany z PLA, wybierz profil PETG, a następnie wydrukuj kanał PETG, aby go zastąpić.
Następnie użyj kleju w sztyfcie na arkuszu PEI, zamknij drzwiczki i pokrywę, a następnie podgrzej wstępnie stół grzewczy (100) i dyszę (235).
Temperatura może się różnić w zależności od lokalnego środowiska i wyniku uzyskanego z kalibracji OcraSlicer.
Możesz teraz pokroić i wydrukować.
Część 3 Ustawienia
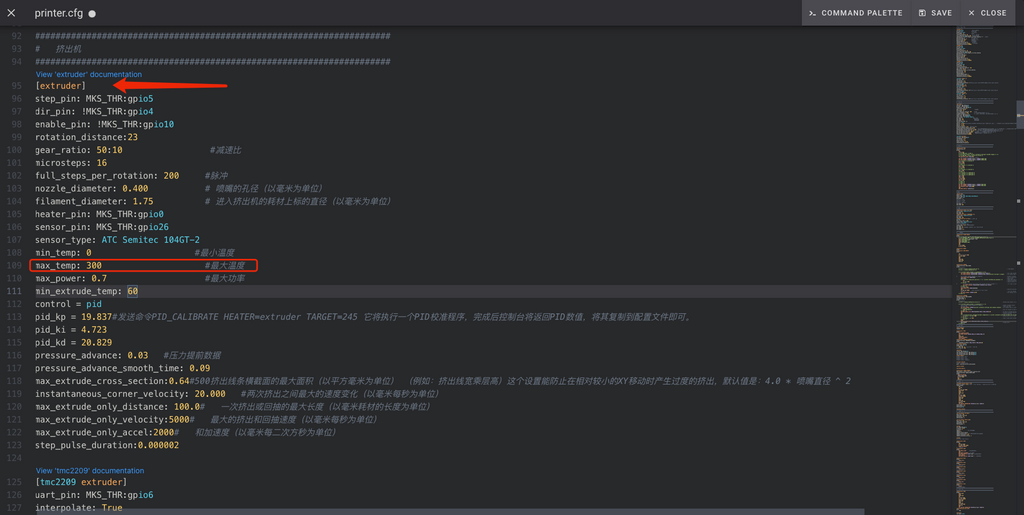
Hotend KLP1 może osiągnąć temperaturę 300 stopni, dla niektórych wersji obrazów systemu może być ona ograniczona do 260 stopni. Jeśli tego potrzebujesz, sprawdź to w „printer.cfg” i upewnij się, że wynosi 300 stopni.
Następnie weź odniesienie z zalecanej temperatury na szpuli i użyj jej do uruchomienia wieży temperaturowej. OrcaSlicer pomoże Ci znaleźć najlepszą temperaturę dyszy.
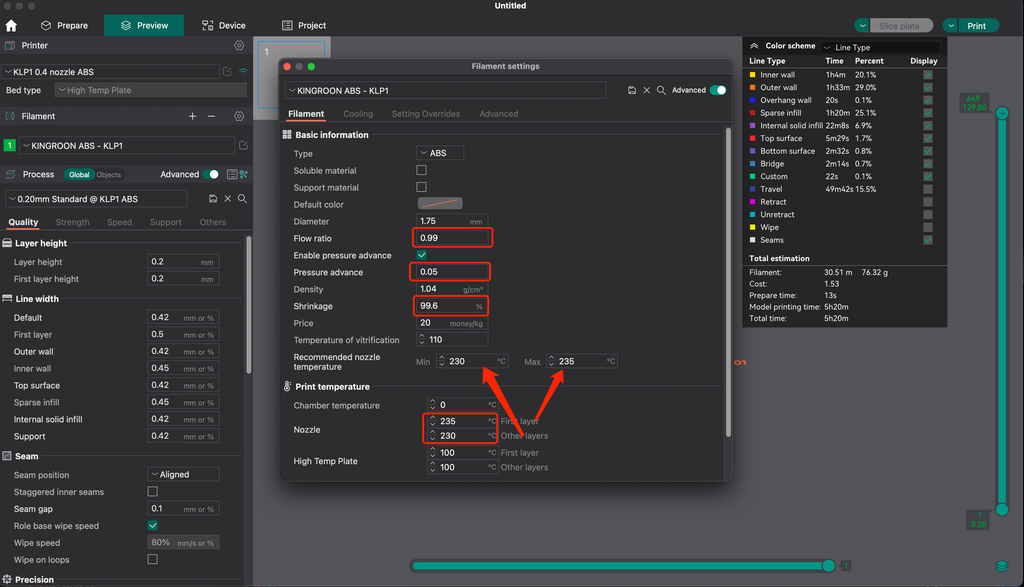
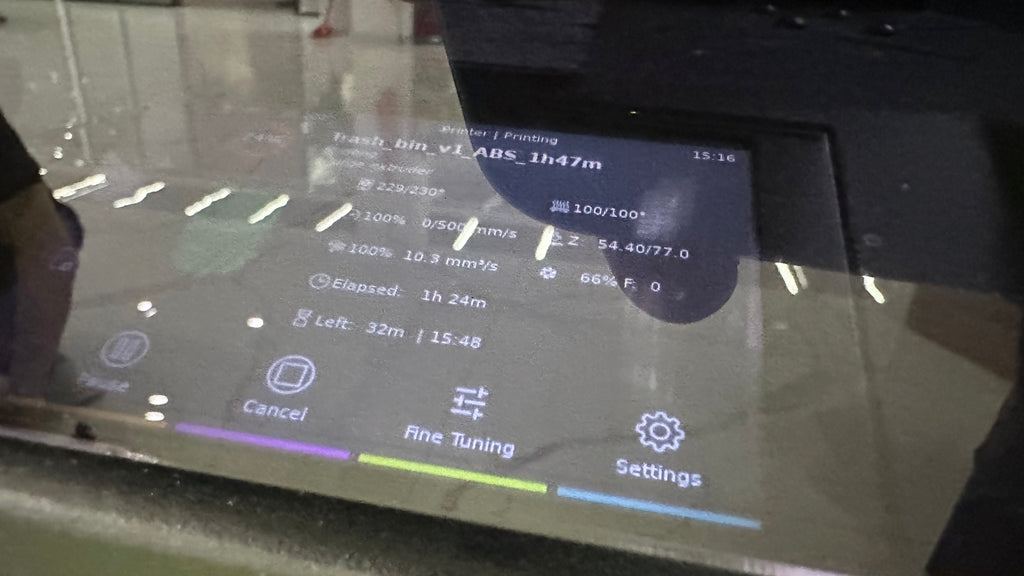
Przykładowo najlepszy wynik jaki uzyskaliśmy to 230 stopni, wtedy 230-235 stopni już wystarczy do druku z obecnym ABS. Następnie otrzymaliśmy wszystkie pozostałe ustawienia z kalibracji OrcaSlicer.
Kalibracja OrcaSlicer, ostatnia zagadka dla KINGROON KLP1 i KP3S Pro V2
Jeśli chodzi o ustawienia chłodzenia, pozostawiamy je jako ustawienia domyślne, które otrzymujemy z „Generic PETG”. Jeśli nie masz najnowszych wentylatorów, a Twój KLP1 lub KP3S Pro V2 został zakupiony na stronie https://kingroon.com/, wyślij nam e-mail, aby je otrzymać.
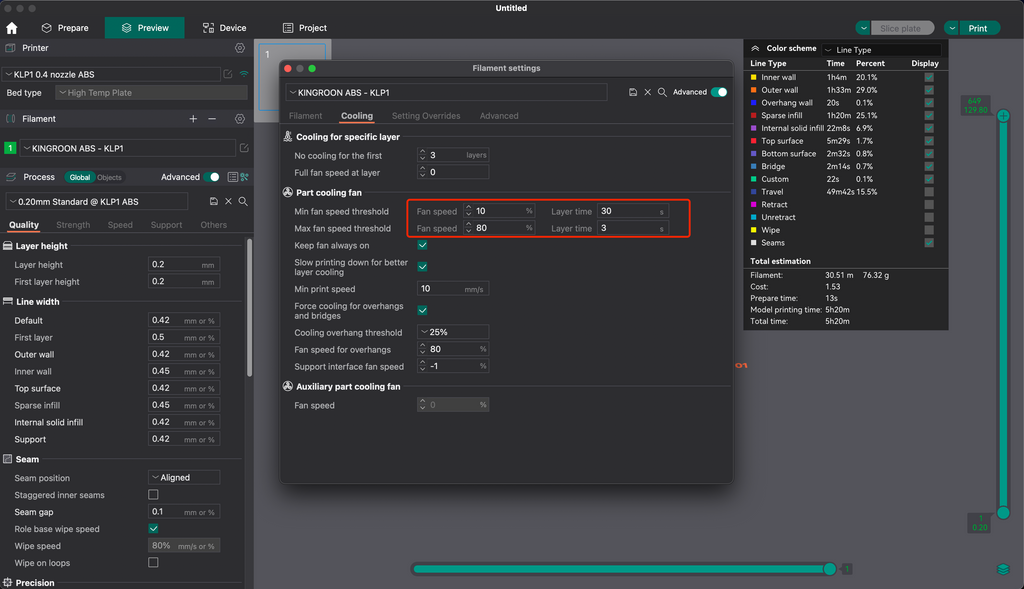
Jak widać na zdjęciu, należy dostosować prędkość wentylatora. Jeśli masz żarnik ABS z profili systemowych, użyj go zamiast tego.
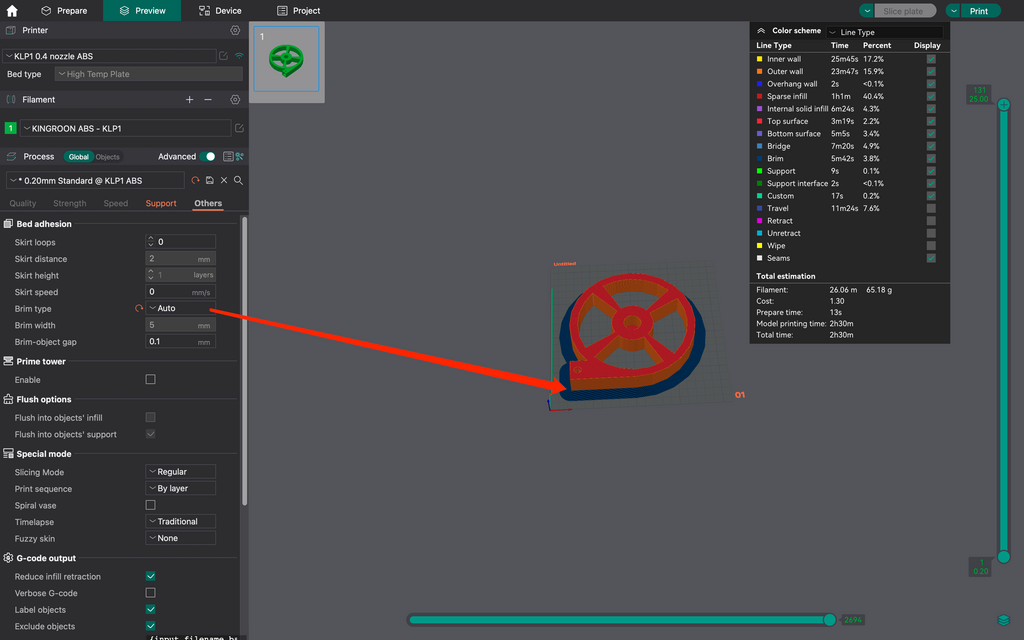
Przyczepność może być kluczem do drukowania ABS. Przy drukowaniu dużych obiektów konieczne jest użycie ronda.
Przejdź do „Inne”, ustaw „typ ronda” na „automatyczny” lub inny, ronda będą włączone.
Wszystko gotowe.














