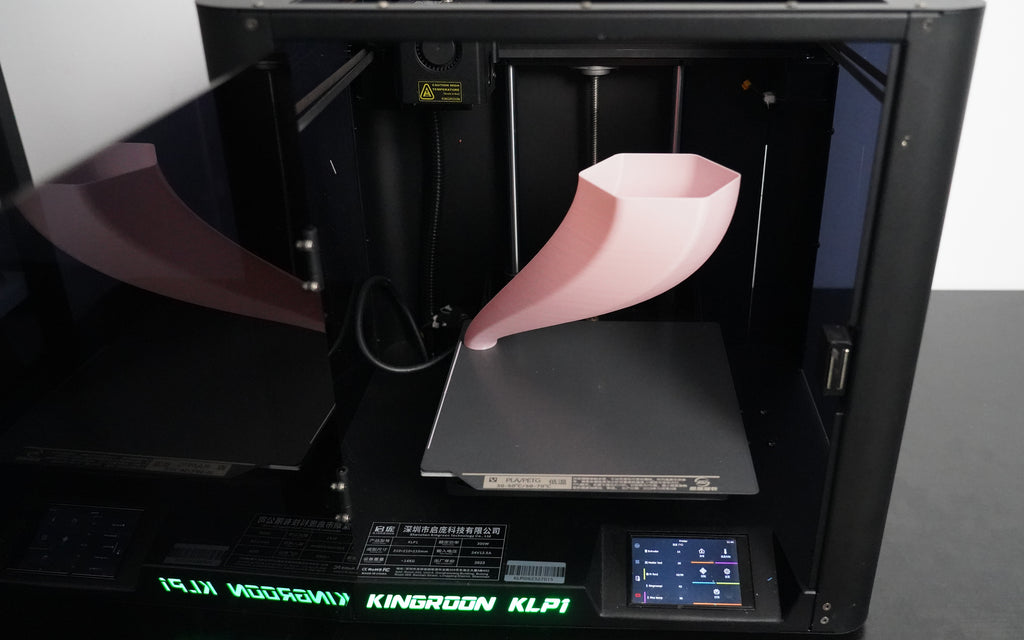
Mit einem Ganzmetall-Hotend, einem CHC-Heizring, einem 9500-Ring-Kühlventilator, einem Extruder mit einem Übersetzungsverhältnis von 5:1, einer CAN-Karte mit ADXL345-Sensor, einem CAN-BUS-Kabel, linearen Schienen, reiner Klipper-Firmware und der Gehäusestruktur, die der KLP1 bieten sollte TU mehr. Das Drucken von ABS ist jetzt verfügbar. Sobald Sie unsere neuesten Orca Slicer-Profile erhalten, können Sie es ausprobieren.

Dieses Tutorial zeigt Ihnen, wie Sie ABS mit dem KINGROON KLP1 3D-Drucker drucken. Wenn Sie die erste Generation verwenden, aktualisieren Sie bitte den Extruder und flashen Sie zuerst das neueste System-Image.
Teil 1 Was Sie vorbereiten müssen
1. Das Wichtigste zuerst. Benutzen Sie das Gehäuse.
Das ABS ist eindeutig giftig, Sie müssen für Ihre Sicherheit und die Ihrer Familie sorgen. Sie müssen den oberen Deckel und die Vordertür Ihres KLP1 schließen und den Drucker in die Nähe des Fensters stellen, damit die giftige Luft schnell gereinigt werden kann und das ABS mit der erforderlichen stabilen Temperatur gedruckt werden kann. Es wäre perfekt, wenn Sie einen Abluftventilator installieren könnten, um die Innenluft abzusaugen.
Außerdem müssen Sie beim Öffnen des Geheges eine Maske tragen, da die giftige Luft nicht gut für Ihre Gesundheit ist.
Benutzer von KP3S Pro V2 können den Drucker in ein Gehäuse stellen und auch ABS ausprobieren.
2.Überprüfen Sie die Anschlüsse und Verkabelungen Ihres Druckers.
Da ein Drucker über 14 kg wiegt, sind Transportschäden oder andere damit zusammenhängende Probleme kaum zu vermeiden. Obwohl die Verpackung beim neuesten KLP1 erheblich verbessert wurde und die physischen Schäden verringert wurde, ist es dennoch notwendig, die Anschlüsse und Verkabelungen Ihres KLP1 zu überprüfen.
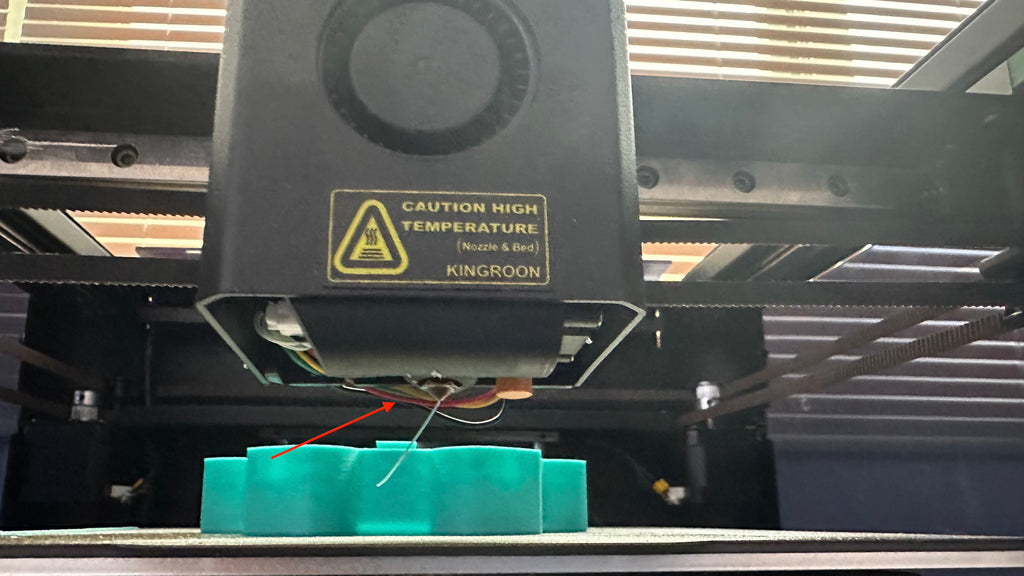
Meistens müssen Sie die Motorkabel am Extruder überprüfen und sie gut anordnen, um sicherzustellen, dass die Drucke sie nicht erreichen. Stellen Sie dann sicher, dass das THR-Kabel fest angeschlossen ist.
3. Zuerst mit PETG drucken.
Wenn Sie direkt auf ABS umsteigen, werden Sie sehr schnell scheitern. Der Original-Lüfterkanal ist mit PLA gedruckt, es gibt keine Änderungen am ABS-Druck. Sie müssen also zuerst mit PETG drucken. Besorgen Sie sich einen PETG-Lüfterkanal und ersetzen Sie ihn. Dann können Sie gehen. Der PETG-Lüfterkanal überlebt, auch wenn Sie ihn nicht durch den ABS-Kanal ersetzen.
Holen Sie sich das PETG hier: https://kingroon.com/collections/petg-filament
Holen Sie sich das ABS hier: https://kingroon.com/products/2kg-pack-abs-3d-printer-filament-fresh
4.Verwenden Sie einen Klebestift oder eine Bauplatte mit hervorragender Haftung.
ABS schrumpft leicht und verursacht Verpackungsprobleme. Es ist sehr wahrscheinlich, dass der Druck fehlschlägt und Ihr Hotend zerstört wird. Um dies zu vermeiden, verwenden Sie einen Klebestift auf der Bauplatte.
Teil 2: So drucken Sie es aus
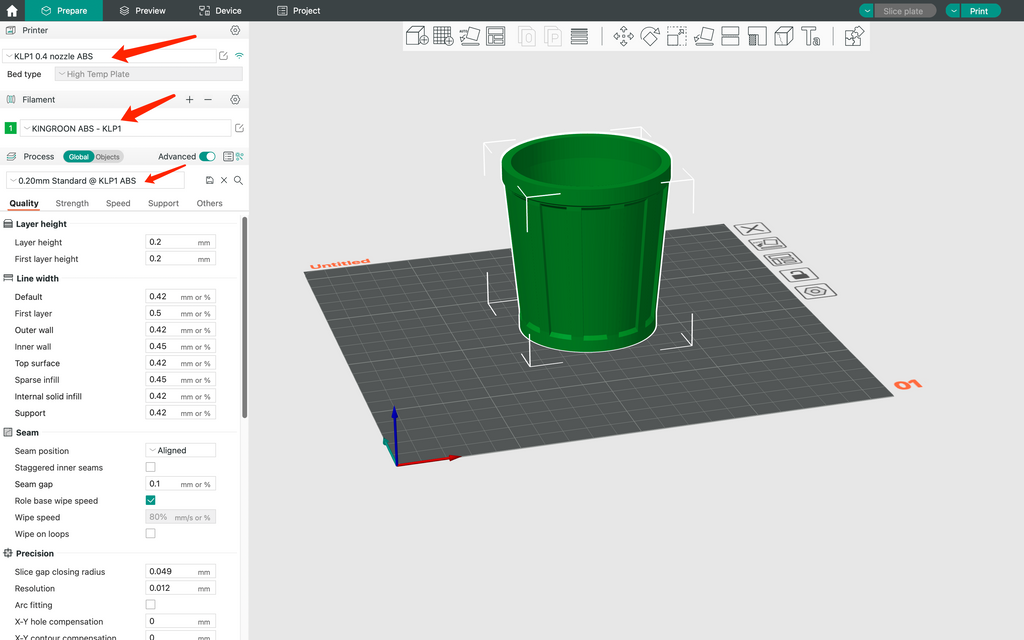
Laden Sie das neueste Profil über den folgenden Link herunter, importieren Sie es und wählen Sie dann das ABS-Profil aus. Wenn Sie KINGROON ABS verwenden, schneiden Sie es einfach in Scheiben und drucken Sie es direkt aus.
Verwendung von OrcaSlicer auf Ihrem KINGROON KP3S Pro V2 und KLP1/OrcaSlicer
Wenn die Ausdrucke anders funktionieren oder Sie ein anderes ABS verwenden, führen Sie bitte den Orca-Kalibrierungsprozess durch, wie im folgenden Tutorial gezeigt.
OrcaSlicer-Kalibrierung, das letzte Rätsel für KINGROON KLP1 und KP3S Pro V2
Sobald Sie den Vorgang abgeschlossen haben, sollte das aktualisierte Profil perfekt zu Ihrem KLP1 3D-Drucker und Material passen.
Wenn der aktuelle Lüfterkanal aus PLA besteht, wählen Sie bitte ein PETG-Profil und drucken Sie dann ein PETG-Profil aus, um es zu ersetzen.
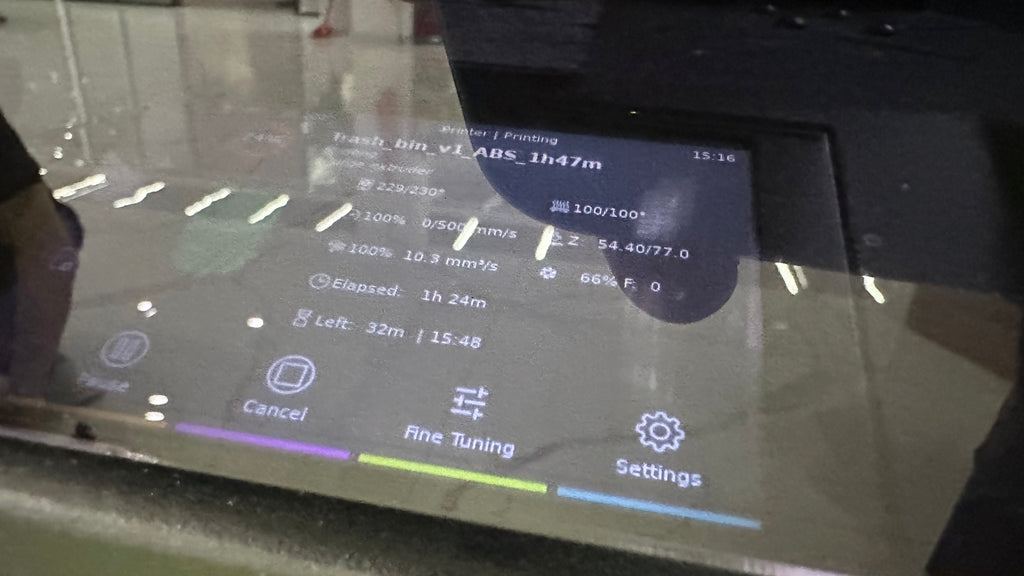
Tragen Sie anschließend etwas Klebestift auf die PEI-Platte auf, schließen Sie die Tür und den Deckel und heizen Sie dann das Heizbett (100) und die Düse (235) vor.
Die Temperatur kann je nach lokaler Umgebung und dem Ergebnis der OcraSlicer-Kalibrierung unterschiedlich sein.
Sie können es jetzt schneiden und ausdrucken.
Teil 3 Einstellungen
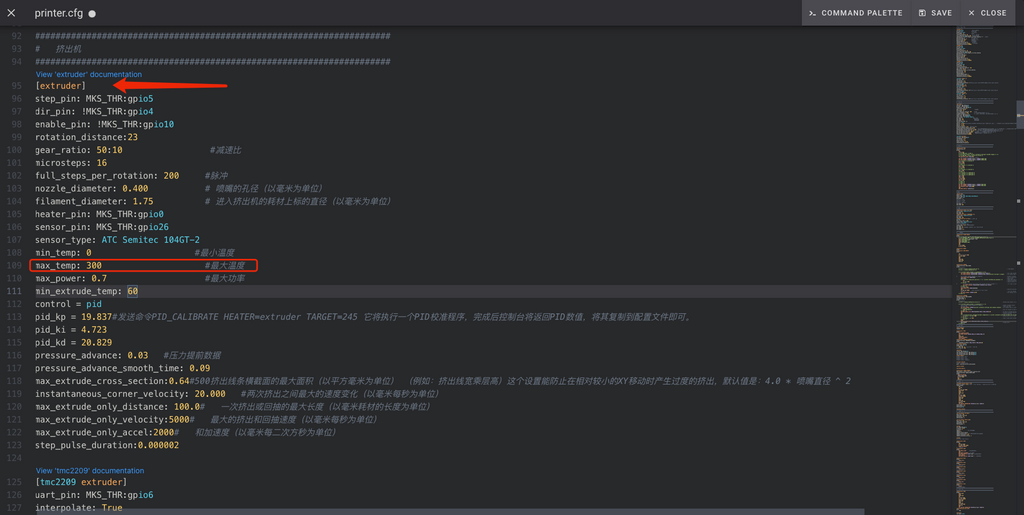
Das KLP1-Hotend kann eine Temperatur von 300 Grad erreichen, bei einigen Versionen von Systemabbildern kann die Temperatur auf 260 Grad begrenzt sein. Falls Sie es benötigen, überprüfen Sie es bitte in der „printer.cfg“ und stellen Sie sicher, dass es 300 Grad beträgt.
Nehmen Sie dann die empfohlene Temperatur auf der Spule als Referenz und verwenden Sie diese, um den Temperaturturm zu betreiben. Der OrcaSlicer hilft Ihnen, die beste Düsentemperatur zu finden.
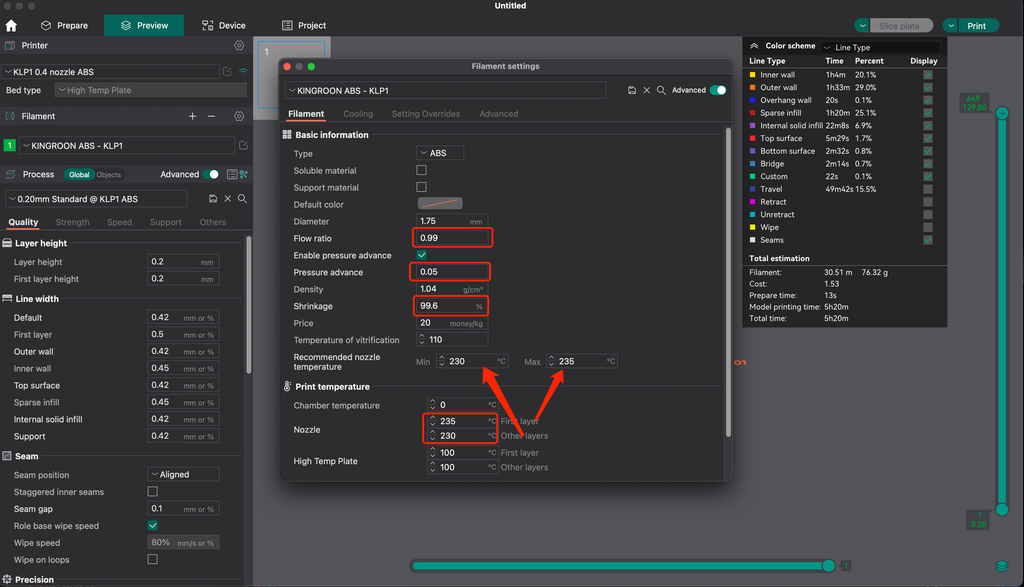
Das beste Ergebnis, das wir erzielt haben, ist beispielsweise 230 Grad, dann reichen 230-235 Grad bereits aus, um mit dem aktuellen ABS zu drucken. Danach haben wir alle restlichen Einstellungen aus der OrcaSlicer-Kalibrierung erhalten.
OrcaSlicer-Kalibrierung, das letzte Rätsel für KINGROON KLP1 und KP3S Pro V2
Was die Kühleinstellungen betrifft, behalten wir diese als Standardeinstellungen bei, die wir vom „Generic PETG“ erhalten. Wenn Sie nicht über die neuesten Lüfter verfügen und Ihr KLP1 oder KP3S Pro V2 bei https://kingroon.com/ gekauft wurde, senden Sie uns bitte eine E-Mail, um es zu erhalten.
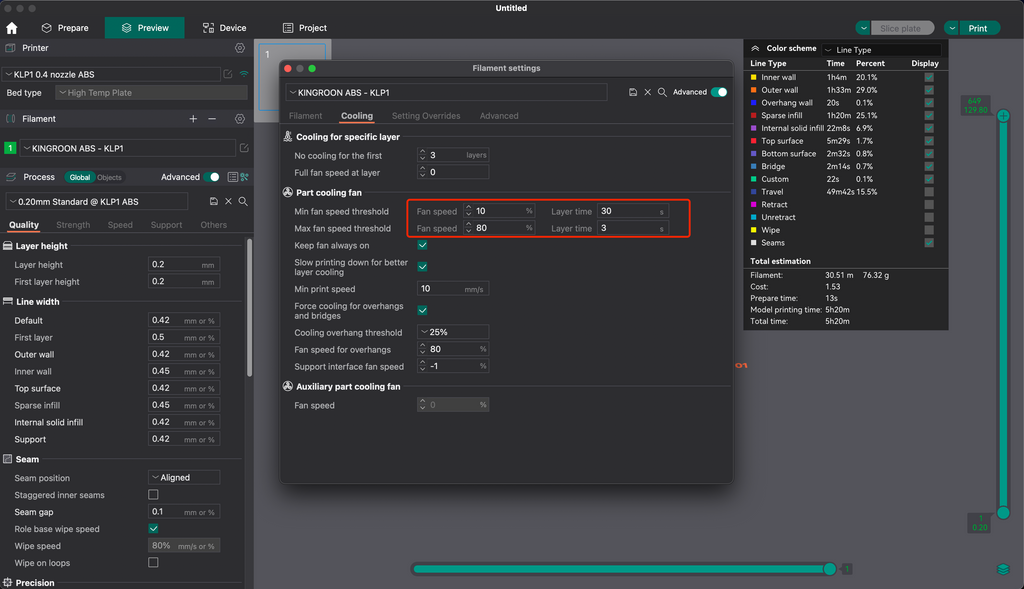
Wie wir auf dem Foto sehen können, muss die Lüftergeschwindigkeit angepasst werden. Wenn Ihr ABS-Filament aus den Systemprofilen besteht, verwenden Sie es stattdessen.
Haftung könnte der Schlüssel zum ABS-Druck sein. Beim Drucken großer Objekte ist die Verwendung von Brim erforderlich.
Gehen Sie auf „Andere“, stellen Sie den „Krempentyp“ auf „Auto“ oder andere ein, die Krempe ist aktiviert.
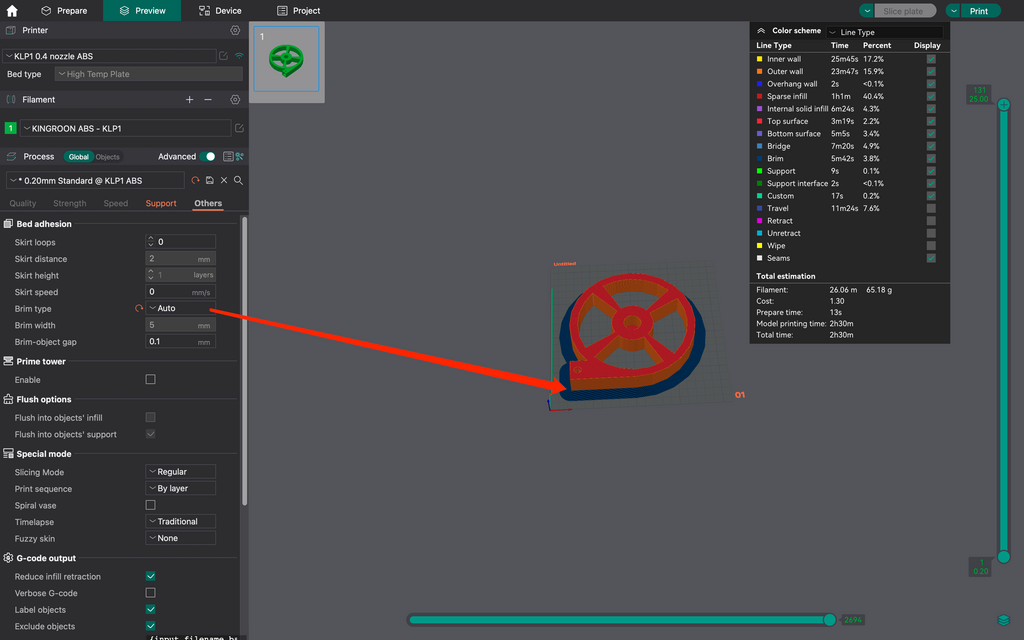
Dann sind Sie fertig.